| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
TERMENI importanti pentru acest document |
|
ZÁPADOČESKÁ UNIVERZITA V PLZNI
FAKULTA STROJNÍ
SEMESTRÁLNÍ PROJEKT (KTO/SPB)
Základní programové cykly u soustružení
Akademický rok 2006/2007
Obsah:
Úvod
Současné cykly používané u řídících systémů
Cykly pro neobrobené obrobky
Cykly samostatných řezů
Obráběcí cykly
Zápichové cykly
Cykly zapichovací a soustružení
Závitové cykly
Vrtací cykly
Frézovací cykly
Zhodnocení a závěr
Použitá literatura
V posledních desetiletích došlo k masivnímu rozšíření automatizace ve výrobě a číslicově řízených strojů v průmyslové praxi. To sebou přineslo zvýšení produktivity, opakované přesnosti a umožnilo to také vyrábět tvarově složité součásti. Programování NC strojů prošlo za tuto dobu vývojem od ručního programování až k využití výpočetní techniky. Právě rozšíření NC strojů do praxe sebou přineslo požadavky na redukci času při zpracování NC programů, jednodušší tvorbu programů a zkrácení délky programů, s těmito požadavky pak souvisí následná úspora času a tím snížení ceny výrobku. Jedním z řešení těchto problémů je využití programových cyklů při tvorbě NC programu. Ať už při jeho psaní na výpočetní technice nebo při ručním programování na stroji.
Cykly jsou softwarové prostředky NC řídícího systému, které umožňují zjednodušený zápis složitějších programových sekvencí a tím programování zautomatizují a zrychlí.
Obsahem této práce by měl být jakýsi přehled používaných programovacích cyklů. Protože jde ale o obsáhlé téma bude se věnovat pouze programových cyklů u soustružení. Podklady této práci jsem čerpal především z uživatelské příručky pro operační systém MANUALplus 4110 od firmyHEIDENHAIN.
Cykly polotovarů popisující polotovar a situaci upnutí. Nemají žádný vliv na obráběni. Tyto informace se zobrazuji pouze při simulaci obráběni.
- Standardní neobrobený polotovar
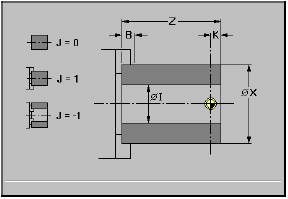 Jde o definování rozměrů
standardního polotovaru tyč/ trubka a způsobu jeho upnutí ve
sklíčidle.
Jde o definování rozměrů
standardního polotovaru tyč/ trubka a způsobu jeho upnutí ve
sklíčidle.
Parametry cyklu:
X ..vnější průměr
Z ..délka – včetně čelního přídavku a oblasti upnuti
I ..vnitřní průměr u polotovaru typu “trubka”
K ..pravá hrana (čelní přídavek)
B ..oblast upnuti
J ..způsob upnuti
0: není upnuto
1: upnuto zvenku
2: upnuto zevnitř
obr. 2.1.1 – Definování standardního polotovaru Tyč/ trubka
- Neobrobený polotovar ICP
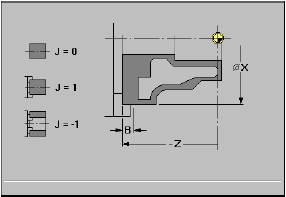
Tento cyklus zahrne polotovar popsaný pomoci ICP a popíše situaci upnuti. Interaktivní programováni obrysu (ICP) slouží graficky podporované definici obrysů obrobku pro ICP_cykly. (ICP je zkratka anglického pojmu „Interactive Contour Programming“.) Obrys se definuje pomoci přímkových a kruhových obrysových prvků a dále tvarových prvků, jako jsou zkoseni, zaobleni a odlehčovací zápichy.
 Parametry cyklu:
Parametry cyklu:
X ..vnější průměr
Z ..pozice upnutí v Z
B ..oblast upnuti
J ..způsob upnuti
0: není upnuto
1: upnuto zvenku
2: upnuto zevnitř
N ..číslo obrysu ICP
obr. 2.1.2 – Definování tvaru polotovaru s pomocí ICP
Při cyklech samostatných řezů se polohuje rychloposuvem, provádí se jednotlivé samostatné přímkové (lineární) nebo kruhové řezy a vytváří se zkoseni nebo zaobleni.
- Polohování rychloposuvem
Nástroj jede rychloposuvem z bodu startu do cílového bodu. V cyklu se kromě výchozího a koncového bodu zadává číslo nástroje.
- Najeti do bodu výměny nástroje
Nástroj jede rychloposuvem z aktuální polohy do bodu výměny nástroje. Lze si volit druh pohybu: Diagonální; nejprve směr X, pak Z; nejprve směr Z, pak X; jen X; jen Z.
- Přímkové obráběni axiálně (jednotlivý axiální řez)
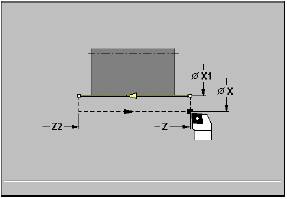
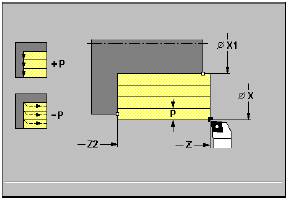
Tento cyklus má dvě varianty. Buď jde o přímkové obráběni axiálně. To znamená, že nástroj jede z bodu startu pracovním posuvem do “koncového bodu obrysu” a na konci cyklu zůstane stát. Druhou možností je pohyb nástroje s návratem. Nástroj najede, provede axiální řez a na konci cyklu se vrátí zpět do bodu startu.
Parametry cyklu Přímkového obrábění axiálně:
X, Z ..bod startu
X1 ..počáteční bod obrysu
Z2 ..koncový bod obrysu
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu (při “s návratem”):
1 ..jede z “ X, Z”do “výchozího bodu X1”
2 ..jede posuvem do “koncového bodu Z2”
3 ..odsune se a jede rovnoběžně s osou zpět do bodu
startu
obr. 2.2.1 – příklad Přímkového obrábění axiálně
- Přímkové obráběni radiálně (jednotlivý radiální řez)
Nástroj najede, provede radiální (čelní) řez a na konci cyklu se buď vrátí zpět do bodu startu (varianta s návratem) nebo zůstane stát (bez návratu).
- Přímkové obráběni pod úhlem (jednotlivý šikmý řez)
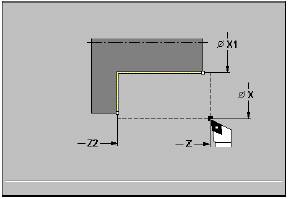
Řídící software vypočte cílovou polohu nástroje buď ze zadaných souřadnic X2,Z2 nebo z jedné souřadnice a úhlu zkosení, při tom se bere zřetel na korekci rádiusu břitu nástroje. Pak nástroj najede (jede lineárně z “X, Z”do “výchozího bodu X1, Z1”), provede lineární řez (jede pracovním posuvem do cílové polohy) a na konci cyklu se buď vrátí zpět do bodu startu (odsune se a jede rovnoběžně s osou zpět do bodu startu; varianta s návratem) nebo zůstane stát (bez návratu).
- Kruhové obráběni (jednotlivý kruhový řez)
Nástroj najede (jede rovnoběžně s osou z “ X, Z”do “výchozího bodu X1, Z1”), provede kruhový řez (jede kruhově posuvem do “koncového bodu X2, Z2”) a na konci cyklu buď vrátí zpět do bodu startu (odsune se a jede rovnoběžně s osou zpět do bodu startu ; varianta s návratem) nebo zůstane stát (bez návratu). Na korekci radiusu břitu se bere zřetel.
- Zkoseni (Zhotoveni zkoseni)
Od přímkového obrábění pod úhlem se tento cyklus liší v zadání výchozího a koncového bodu. Zkosení je zadáváno relativně k rohovému bodu obrysu (X1,Z1) dvěma z parametrů I (relativní délka v ose X), K (relativní délka v ose Z) a úhlu zkosení. Výchozí a koncový bod se pak před započetím cyklu dopočtou buď z I a úhlu 45 ; z K a úhlu 45 ; z I,K; z I a zadaného úhlu; z K a zadaného úhlu. Protože si cyklus dopočítává potřebné body nemusíme je znát a to muže být někdy výhodou. Na korekci radiusu břitu se bere zřetel.
Parametry cyklu Zkosení:
X, Z ..bod startu
X1, Z1 ..rohový bod obrysu
A ..počáteční úhel: úhel zkoseni rozsah: 0°< A < 90°
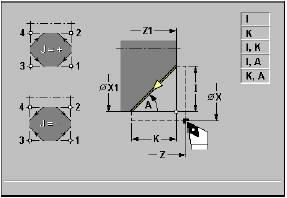 I, K ..šířka zkoseni (v X, Z)
I, K ..šířka zkoseni (v X, Z)
J ..poloha prvku – standardně: 1
poloha relativně k “X1, Z1”
znaménko určuje směr obráběni
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu (při “s návratem”):
1 ..vypočte “počáteční a koncový bod zkoseni”
2 ..jede rovnoběžně s osou z “ X, Z”do “výchozího
bodu zkoseni”
3 ..jede posuvem do “koncového bodu zkoseni”
4 ..odsune se a jede rovnoběžně s osou zpět do bodu
startu
obr. 2.2.2 – příklad Zkosení
- Zaobleni (Zhotoveni zaobleni)
Pracuje podobně jako Zkosení a stejně tak se liší v zadání výchozího a koncového bodu. U toho cyklu jsou pro výpočty důležité parametry I,J a radius R. Na korekci radiusu břitu se bere zřetel.
- M_funkce (Zadáni M_funkce)
Cyklus provede příslušnou M funkci.
Obráběcí cykly hrubuji a dokončuji jednoduché obrysy v “normálním modu” a složité obrysy v “rozšířeném modu”. U rozšířených obráběcích cyklů věnujte pozornost poloze nástroje (bod startu X, Z) před provedením cyklu. Obráběcí cykly ICP obrábějí obrysy popsané pomoci “ICP” (viz ).
- Obráběni axiálně (Hrubovací a dokončovací cykly pro jednoduché obrysy)
- Obráběni axiálně (Hrubovací a dokončovací cykly pro jednoduché obrysy)
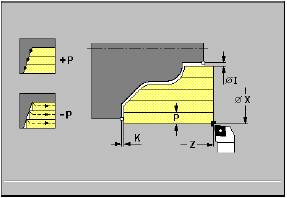
Cyklus Obráběni axiálně nebo radiálně ohrubuje obdélník popsaný zadaným výchozím a koncovým bodem. V rozšířené verzi cyklu se obdélník ohrubuje s přihlédnutím k přídavkům, navíc obsahuje další volitelné parametry jako: úkos na začátku obrysu; úkos na konci obrysu; zaobleni; zkoseni/zaobleni na konci obrysu; v zkoseni/zaobleni na začátku obrysu.
Cyklus Dokončováni axiálně nebo radiálně dokonči načisto zadaný úsek obrysu, na konci cyklu se nástroj vrátí do bodu startu. V rozšíření má cyklus stejné volitelné parametry jako předchozí a na konci cyklu zůstane nástroj stát.
 Parametry cyklu
Obrábění axiálně:
Parametry cyklu
Obrábění axiálně:
X, Z ..bod startu
X1 ..počáteční bod obrysu (obráběni axiálně)
Z2 ..koncový bod obrysu (obráběni axiálně)
P ..hloubka přísuvu: maximální hloubka přísuvu
P>0: obrábí podél obrysu
P<0: odsune se v úhlu 45° o 1 mm
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu
1 ..vypočte rozděleni řezů (přisuv)
2 ..přisune z “ X, Z” pro první řez
3 ..jede posuvem až do “koncového bodu Z2”
4 ..v závislosti na znaménku “hloubka přísuvu P”:
P>0: obrábí podél obrysu
P<0: odsune se v úhlu 45°
5 ..odjede zpět a provede nový přisuv
6 ..opakuje 35, až se dosáhne “X1” resp. “Z1”
 7 ..odjede
diagonálně zpět do bodu startu
7 ..odjede
diagonálně zpět do bodu startu
Parametry cyklu Dokončování axiálně:
X, Z ..bod startu
X1 ..počáteční bod obrysu (dokončováni axiálně)
Z2 ..koncový bod obrysu (dokončováni axiálně)
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu při “Dokončováni axiálně”
1 ..jede v radiálním směru z “X, Z”
do “výchozího bodu X1”
2 ..dokonči nejprve v axiálním a pak v radiálním směru
3 ..jede v axiálním směru zpět do bodu startu
obr. 2.3.1 – příklad Obrábění axiálně (nahoře) a Dokončování axiálně (dole)
- Obráběni se zanořováním axiálně (Hrubovací a dokončovací cykly pro jednoduché obrysy)
- Obráběni se zanořováním radiálně (Hrubovací a dokončovací cykly pro jednoduché obrysy)
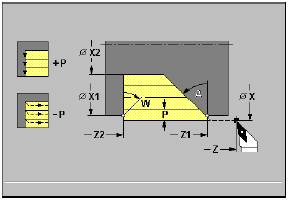
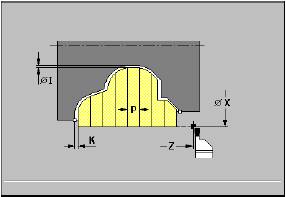
Cyklus Zanořování ohrubuje oblast popsanou body “X1, Z1”, “X2, Z2” a “úhlem zanořeni A”. V rozšíření opět bere ohled na přídavky a má stejné přídavné parametry jako cyklus Obrábění. Čím strměji se nástroj zanořuje, tím více se redukuje posuv (maximálně 50%). Je potřeba věnovat pozornost dimenzováni radiálních nástrojů. Není-li úhel nastaveni a úhel špičky nástroje definován, zanořuje se nástroj úhlem zanořeni. Jsou_li tyto úhly definovány, zanořuje se nástroj maximálně možným úhlem zanořeni. Zbývající materiál zůstává neodebrán
Cyklus Zanořování/ dokončování dokončuje část obrysu od “X1, Z1” do “X2, Z2”. Na konci cyklu odjede nástroj zpět do “bodu startu X, Z”. V rozšíření má cyklus stejné volitelné parametry jako předchozí a na konci cyklu zůstane nástroj stát.
Parametry cyklu Zanořování axiálně:
X, Z ..bod startu
X1, Z1 ..počáteční bod obrysu
X2, Z2 ..koncový bod obrysu
P ..hloubka přísuvu: maximální hloubka přísuvu
P>0: obrábí podél obrysu
P<0: odsune se v úhlu 45° o 1 mm
A ..úhel zanořováni (standardně: 0°): Rozsah: 0° <= A < 90°
W ..koncový úhel: Úkos na konci obrysu - rozsah: 0° <= W < 90
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
 Provedeni cyklu:
Provedeni cyklu:
1 ..vypočte rozděleni řezů (přisuv)
2 ..přisune z “X, Z” rovnoběžně s osou pro první řez
3 ..zanoří se redukovaným posuvem pod “úhlem zanořováni A”
4 ..jede posuvem do “koncového bodu Z2” resp. “koncového bodu X2” nebo až k úkosu definovanému pomoci “W”
5 ..v závislosti na znaménku “P”:
P>0: obrábí podél obrysu
P<0: odsune se v úhlu 45°
6 vrátí se zpět a provede nový přisuv pro další řez
7 opakuje 35, až se dosáhne “X2” resp. “Z2”
8 odjede rovnoběžně s osou zpět do bodu startu
obr. 2.3.2 – příklad Zanořování axiálně
- ICP rovnoběžně s obrysem axiálně (Hrubovací a dokončovací cykly pro libovolné obrysy)
- ICP rovnoběžně s obrysem radiálně (Hrubovací a dokončovací cykly pro libovolné obrysy)
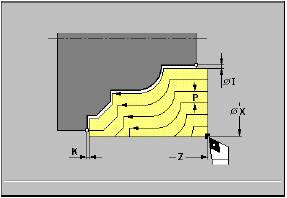
Tyto cykly hrubují rovnoběžně s obrysem oblast popsanou body “X, Z” a obrysem předem definované křivky s přihlédnutím k přídavkům. V režimu dokončování dokončují úsek obrysu popsaný v ICP. Na konci cyklu zůstane nástroj stát. Stejně jako u zanořování je třeba dát pozor na dimenzování radiálních nástrojů.
Parametry cyklu:
X, Z ..bod startu
 P ..hloubka
přísuvu: maximální hloubka přísuvu
P ..hloubka
přísuvu: maximální hloubka přísuvu
I, K ..přídavek X, Z
N ..číslo obrysu ICP
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu:
1 ..vypočte rozděleni řezů (přisuv)
2 ..přisune z “X, Z” rovnoběžně s osou pro první řez
3 ..obrábí podle vypočteného rozděleni řezů
4 ..vrátí se zpět a provede přisuv pro další řez
5 ..opakuje 34, až je definovaná oblast obrobena
6 ..odjede rovnoběžně s osou zpět do bodu startu
obr. 2.3.3 – příklad Obrábění ICP rovnoběžně s obrysem axiálně
- ICP obrábění axiálně (Hrubovací a dokončovací cykly pro libovolné obrysy)
- ICP obrábění radiálně (Hrubovací a dokončovací cykly pro libovolné obrysy)
Cykly hrubují oblast popsanou body “X, Z” a obrysem předem definované křivky s přihlédnutím k přídavkům, od předchozích dvou se liší pracovním pohybem nástroje, který nekopíruje obrys, ale je rovnoběžný s osou Z. V režimu dokončování se nástroj pohybuje podle definované křivky. Na konci dokončovacího cyklu zůstane nástroj stát. Opět je třeba dát pozor na dimenzování radiálních nástrojů.
Parametry cyklu ICP obrábění axiálně:
X, Z ..bod startu
P ..hloubka přísuvu: maximální hloubka přísuvu
P>0: ..obrábí podél obrysu
P<0: ..odsune se pod 45° o “bezpečnostní vzdálenost”
I, K ..přídavek X, Z
N ..číslo obrysu ICP
T ..číslo nástroje
 S ..otáčky/řezná rychlost
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu:
1 ..vypočte rozděleni řezů (přisuv)
2 ..přisune z “X, Z” rovnoběžně s osou pro první řez
3 ..u klesajících obrysů se zanořuje s redukovaným posuvem
4 ..obrábí podle vypočteného rozděleni řezů
5 ..v závislosti na znaménku “P”:
P>0: obrábí podél obrysu
P<0: odsune se pod 45° o “bezpečnostní vzdálenost”
6 ..vrátí se zpět a provede přisuv pro další řez
7 ..opakuje 3…6, až je definovaná oblast obrobena
8 ..odjede rovnoběžně s osou zpět do bodu startu
obr. 2.3.3 – příklad ICP obrábění axiálně
Skupina zápichových cyklů obsahuje čistě zápichové cykly, zápichové/ soustružicí cykly, cykly odlehčovacích zápichů (výběhů) a úpichové cykly. Jednoduché obrysy se obrábí v “normálním modu”, složité obrysy v “rozšiřeném modu”. Zápichové cykly ICP obrábějí obrysy popsané pomoci “ICP”.
- Zapichování radiálně (Zápichové a dokončovací cykly pro jednoduché obrysy)
- Zapichování axiálně (Zápichové a dokončovací cykly pro jednoduché obrysy)
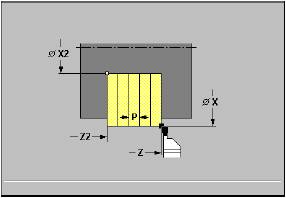
Tento cyklus obrobí počet zápichů definovaný v “Q”. Parametry “X/Z - X2/Z2” definuji první zápich (poloha, hloubka a šířka zápichu). V rozšířeném režimu se opět bere ohled na přídavky a je možné zadat další parametry jako třeba: úkos na začátku obrysu; úkos na konci obrysu; zaobleni; zkoseni/zaobleni na konci obrysu; v zkoseni/zaobleni na začátku obrysu. Cykly také umožňují volbu dokončování jak v normálním režimu, tak i v rozšířeném.
Parametry cyklu Zapichování radiálně:
X, Z ..bod startu
X2, Z2 ..koncový bod obrysu
P ..šířka zápichu: přísuvy <= P
bez zadáni: P = 0,8 * šířka břitu nástroje
E ..časová prodleva (na doříznuti) – standardně: doba dvou otáček
DX, DZ ..vzdálenost k následujícímu zápichu ve vztahu k předchozímu zápichu
Q ..počet zápichových cyklů – standardně: 1
T ..číslo nástroje
S ..otáčky/řezná rychlost
 F ..posuv na otáčku
F ..posuv na otáčku
Provedeni cyklu:
1 ..vypočítá polohy zápichů a rozděleni zapichováni
2 ..provede přisuv rovnoběžně s osou z bodu startu resp. od zápichu pro následující zápich
3 ..jede posuvem až do “koncového bodu X2” resp. “koncového
bodu Z2”
4 ..v této poloze setrvá po dobu “E”
5 ..odjede zpět a provede nový přisuv
6 ..opakuje 3…5, až je zápich zhotoven
7 ..opakuje 26, až jsou zhotoveny všechny zápichy
8 ..odjede rovnoběžně s osou zpět do
obr. 2.4.1 – příklad Zapichováni radiálně
- Zapichování ICP radiálně (Zápichové a dokončovací cykly pro libovolné obrysy)
- Zapichování ICP axiálně (Zápichové a dokončovací cykly pro libovolné obrysy)
Tyto cykly provedou zápichovým obrysem ICP počet zápichů definovaný v “Q”. Parametry “X, Z” definuji polohu prvního zápichu. Tyto cykly opět umožňují dokončování, kdy se dokončí ICP- obrysovým zapichováním počet zápichů definovaný v “Q”. Parametry “X, Z” definuji polohu prvního zápichu. Na konci cyklu se nástroj vrátí do bodu startu.
Parametry cyklu Zapichování ICP radiálně
X, Z ..bod startu
P ..šířka zápichu: přísuvy <= P; bez zadáni: P = 0,8 * šířka břitu nástroje
I, K ..přídavek X, Z
N ..číslo obrysu ICP
DX, DZ ..vzdálenost k následujícímu zápichu ve vztahu k předchozímu zápichu
 Q ..počet zápichových cyklů –
standardně: 1
Q ..počet zápichových cyklů –
standardně: 1
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu:
1 ..vypočítá polohy zápichů a rozděleni zapichováni
2 ..provede přisuv rovnoběžně s osou z bodu startu resp. od zápichu pro následující zápich
3 ..obrábí podle definovaného obrysu
4 ..vrátí se zpět a provede přisuv pro další řez
5 ..opakuje 3…4, až je zápich zhotoven
6 ..opakuje 2…5, až jsou zhotoveny všechny zápichy
7 ..odjede rovnoběžně s osou zpět do bodu startu
obr. 2.4.2 – příklad Zapichováni ICP radiálně
- Odlehčovací zápich H, K nebo U
Cykly vytvoří zápich
požadovaného tvaru.
obr. 2.4.3 – příklady Odlehčovacích zápichů H (vlevo nahoře), K (vpravo nahoře)
nebo U (dole)
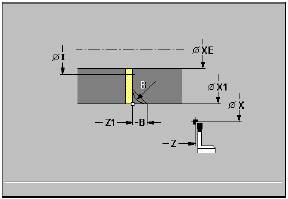
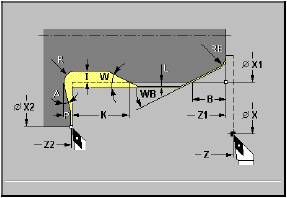
- Upichováni (Cyklus k upíchnuti soustruženého dílce)
Tento cyklus upíchne soustružený dílec. Volitelně se provede zkoseni/zaobleni na vnějším průměru.
Parametry cyklu Upichování:
X, Z ..bod startu
X1, Z1 ..rohový bod obrysu
XE ..vnitřní průměr (trubka)
I ..průměr redukce posuvu
B ..zkoseni/zaobleni
B>0: rádius zaobleni
B<0: šířka zkoseni
E ..redukovaný posuv
 T ..číslo nástroje
T ..číslo nástroje
S ..otáčky/řezná rychlost
F ..posuv na otáčku
Provedeni cyklu:
1 ..přisune z “X, Z” až na bezpečnostní vzdálenost
2 ..předpíchne na hloubku zkoseni nebo zaobleni a provede
zkoseni/zaobleni, je_li definováno
3 ..jede posuvem – v závislosti na parametrech cyklu
až do středu soustruženi, nebo
až na “vnitřní průměr (trubka) XE”
Pracuje_li se s redukci posuvu, přepne MANUALplus od “I” na “redukovaný posuv E”.
4 ..vyjede podél čelní plochy nahoru a zpět do bodu startu
obr. 2.4.2 – příklad Upichování
Na rozdíl od zapichovacích cyklů tyto čtyři cykly zapichování a soustružení obrábějí střídavými zápichovými a hrubovacími pohyby. Obráběni tak proběhne s minimálním počtem odsuvových a přisuvových pohybů. Tyto cykly předpokládají speciální nástroje k soustruženi a zapichováni.
- Radiální zapichování a soustružení (Zápichové, soustružnické a dokončovací cykly pro jednoduché obrysy)
- Axiální zapichování a soustružení (Zápichové, soustružnické a dokončovací cykly pro jednoduché obrysy)
- Radiální zapichování a soustružení ICP (Zápichové, soustružnické a dokončovací cykly pro libovolné obrysy)
- Axiální zapichování a soustružení ICP (Zápichové, soustružnické a dokončovací cykly pro libovolné obrysy)
Závitovými a zápichovými cykly se vyrábí jednochodé a vicechodé, normální i kuželové závity, a též odlehčovací zápichy.
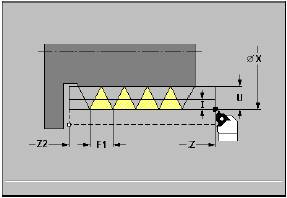
- Závitový cyklus (Jedno- nebo vícechodý axiální závit)
- Kuželový závit (Jedno- nebo vícechodý kuželový závit)
- Závit API (Jedno- nebo vícechodý závit API (API: American Petroleum Institute))
- Dořezáváni závitu (Dořezáváni jedno- nebo vícechodého axiálního závitu)
- Dořezáváni kuželového závitu (Dořezáváni jedno- nebo vícechodého kuželového závitu)
- Dořezáváni závitu API (Dořezáváni jedno- nebo vícechodého závitu API)
Tyto cykly v normálním režimu zhotoví příslušný jednochodý vnější nebo vnitřní závit s úhlem boků 30°. Přisuv probíhá výlučně ve směru “X”. V rozšířeném modu zhotoví jedno- nebo vícechodý vnější nebo vnitřní závit. Závit začíná v “bodu startu X” a konči v “koncovém bodu Z2” (bez rozběhu a doběhu). Rozběhem pro závit a doběhem ze závitu se rozumí to, že suport potřebuje před vlastním závitem určitý rozběh, aby se stačil zrychlit na programovanou hodnotu posuvu, a doběh na konci závitu k zabrzdění suportu.
Dokončovací cyklus dořízne závit. Protože obrobek již byl vypnut, musí se řídící systém seznámit s přesnou polohou závitu. K tomu účelu je nutné nastavit špičku břitu závitového nástroje do středu některého chodu závitu a převzít tyto polohy do systému.
Parametry cyklu Závitový cyklus axiální:
X, Z ..bod startu závitu
Z2 ..koncový bod závitu
F1 ..stoupáni závitu (= posuv)
U ..hloubka závitu
bez zadáni: vypočte se
vnější závit: U=0.6134*F1
vnitřní závit: U=–0.5413*F1
 I 1. ..hloubka řezu
I 1. ..hloubka řezu
I<U: prvni řez hloubkou “I” – každý dalši řez:
redukce hloubky řezu
I=U: jeden řez
bez zadáni: vypočte se z U a F1
T ..číslo nástroje
S ..otáčky/řezná rychlost
Provedeni cyklu:
1 ..vypočte rozděleni řezů
2 ..odstartuje ze “Z” pro prvni řez
3 ..jede posuvem až do “koncového bodu Z2”
4 ..rovnoběžně s osou se vráti a provede přisuv pro dalši řez
5 ..opakuje 34, až se dosáhne “hloubka U”
obr. 2.5.1 – příklad cyklu Závitový cyklus axiální
- Odlehčovací zápich DIN 76 (Výběh závitu a náběh závitu)
- Odlehčovací zápich DIN 509 E (Výběh a náběh válce)
- Odlehčovací zápich DIN 509 F (Výběh a náběh válce)
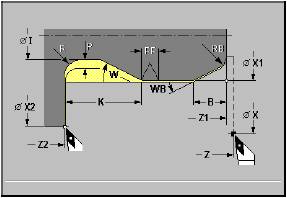
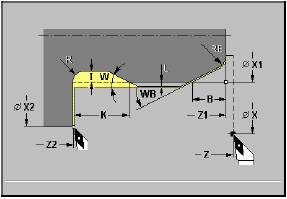
Tento cyklus zhotoví odlehčovací zápich závitu podle
příslušné normy DIN, náběh závitu, hrubý válec pro závit a navazující
čelní plochu. Náběh závitu se provede, pokud se zadá “B” nebo “RB”.
Je možné si zvolit, jestli nástroj zůstane v koncovém bodě nebo
se vrátí do bodu startu cyklu.
obr. 2.5.1 – Odlehčovací
zápich DIN 76 (vlevo nahoře), DIN 509 E (vpravo nahoře),
DIN 509 F (dole)
Vrtacími cykly se zhotoví axiální a radiální díry. Pro poháněné nástroje můžete programovat “konstantní řeznou rychlost” pouze tehdy, je_li váš stroj vybaven řízeným vřetenem.
- Axiální vrtací cyklus (Pro jednotlivé díry a plány děr)
- Radiální vrtací cyklus (Pro jednotlivé díry a plány děr)
- Cyklus axiálního hlubokého vrtáni (Pro jednotlivé díry a plány děr)
- Cyklus radiálního hlubokého vrtáni (Pro jednotlivé díry a plány děr)
- Cyklus axiálního vrtáni závitů (Pro jednotlivé díry a plány děr)
- Cyklus radiálního vrtáni závitů (Pro jednotlivé díry a plány děr)
- Frézováni závitů (Vyfrézuje závit do existující díry)
- Odlehčovací zápich DIN 509 E (Výběh a náběh válce)
- Odlehčovací zápich DIN 509 F (Výběh a náběh válce)
- Polohování rychloposuvem (Zapnuti osy C, napolohování nástroje a vřetena)
- Drážka axiálně (Vyfrézuje jednotlivou drážku nebo plán drážek)
- Tvar axiálně (Vyfrézuje jednotlivý tvar)
- Obrys axiálně ICP (Vyfrézuje jednotlivý obrys ICP nebo plán obrysů)
- Frézováni na čele (Frézuje plochy nebo vícehrany)
- Drážka radiálně (Vyfrézuje jednotlivou drážku nebo plán drážek)
- Tvar radiálně (Vyfrézuje jednotlivý tvar)
- Obrys radiálně ICP (Vyfrézuje jednotlivý obrys ICP nebo plán obrysů)
- Šroubovitá drážka radiálně (Vyfrézuje šroubovitou drážku)
- Frézováni závitů (Vyfrézuje závit do existující díry)
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2101
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved