| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
Kokybës kontrolës metodai
1. Itisinë kontrolë
1.1. Itisinës kontrolës samprata ir ypatybës
Itisinë kontrolë tai visĝ gaminiĝ tikrinimas. Tikrinami gaminiai klasifikuojami á gerus ir blogus.
Kiekvienas gaminys sudëtingas objektas. Jo kokybê charakterizuoja parametrai,kurie tikrinami ávairia specialia aparatûra, kuriai paprastai bûdinga tam tikros matavimo paklaidos matavimo rezultato nukrypimas nuo tikrosios reikmës. Dël ios aplinkybës negalime su vienetui lygia tikimybe klasifikuoti patikrinti gaminiĝ á gerus ir blogus. Tai yra pirmoji itisinës kontrolës ypatybë, kuriı nulemia metrologija.
Kiekvienas gaminys daugiaparametris, todël sudarant kontrolës metodikas visada susiduriama su problema, kuriuos parametrus tikrinti. Siûlomos ávairios metodikos, kaip parinkti optimalĝ kontroliuojamĝ parametrĝ skaièiĝ. Taèiau tai sunku, todël daniausiai remiamasi ininerine intuicija ir patyrimu, o èia visada esama tam tikros dalies rizikos. Todël kontroliuojant daugiaparametrá objektı, net jeigu ir nëra metrologinës paklaidos, yra tam tikra tikimybë suklysti. Tai antroji itisinës kontrolës ypatybë, kuriı lemia parametrĝ parinkimo metodika.
Gaminá apraantys parametrai turi savo normatyvines reikmes. Kai gaminiai daugiaparametriai, iuos normatyvus parinkti gana keblu. Èia daniausiai vadovaujamasi staèiakampio taisykle (keièiantis vienam parametrui, tiesiogiai proporcingai keièiasi kitas). Praktikai tarp parametrĝ egzistuoja maesnë ar didesnë priklausomybë, todël normuojant reikëtĝ á tai atsivelgti. Todël realiame gyvenime udavinys visada supaprastinamas iki staèiakampio taisyklës. Dël to atsiranda klasifikavimo klaidĝ. Tai treèioji itisinës kontrolës ypatybë, kuriı nulemia parametrĝ normavimo metodika.
Atliekant itisinê kontrolê, be objektyviĝ minëtĝjĝ techniniĝ prieasèiĝ, didelá vaidmená vaidina mogaus (subjektyvus) veiksnys. Iskirtinis masinës gamybos atvejis: kontrolierius per darbo dienı privalo patikrinti daug gaminiĝ. Labai danai jo darbo sılygos prastos(apvietimas,triukmas, vibracijos). Todël mogus nuvargsta ir blogai atlieka savo funkcijas. Danai klasifikavimui didelê átakı turi ir neteisingas apmokëjimas u kontrolieriaus darbı,. Tai didina tikimybê blogı gaminá pripainti geru. Tai ketvirtoji itisinës kontrolës ypatybë, kuriı lemia subjektyvus kontrolës veiksnys.
1.2. Itisinës kontrolës charakteristikos
Per tam tikrı gamybos laikotarpá pagaminama ir gerĝ, ir blogĝ gaminiĝ. Jeigu tikimybë pagaminti blogı gaminá lygi , tai gero gaminio pagaminimo tikimybë lygi ω=1-ω.
Kai gaminiai tikrinami itisine kontrole, matuojami jĝ parametrai ir fiksuojami gauti matavimĝ rezultatai Y
(matematikai vektoriai):
G rezultatai Y, pagal kuriuos gaminiai pripaástamas blogais (su defektais);
![]() rezultatai Y, pagal kuriuos gaminiai
pripaástami gerais.
rezultatai Y, pagal kuriuos gaminiai
pripaástami gerais.
Tuomet tikrinimo metu tikimybes galima urayti:
P=q tikimybë, kad patikrinti gaminiai pripainti blogais;
P=p=1- q tikimybë, kad patikrinti gaminiai pripainti gerais.
Itisinës kontrolës charakteristikos ω, p,q ir tikimybiĝ sprendiniai labai svarbûs analizuojant kontrolës rezultatus.
2. Itisinës kontrolës bûdai
Itisinê kontrolê sudaro vieno arba dviejĝ etapĝ kontrolës.
Gamybos etapo su vieno etapo kontrole struktûrinë schema:

ω defektiniĝ gaminiĝ pagaminimo tikimybë; p tikimybë, kad po kontrolës gaminiai geri; q tikimybë, kad po kontrolës gaminiai pripainti gerais; Q blogĝ gaminiĝ tikimybë tarp pripaintĝ gerais ir atiduotĝ vartotojui.
Dviejĝ etapĝ itisinës kontrolës schema:

ω defektiniĝ gaminiĝ pagaminimo tikimybë; p pripainti gerais ir patekê á antrıjá kontrolës etapı gaminiai;q1,q2 tikimybë, kad pripainti po kontrolës gaminiai geri; Qv1 patekê á antrıjá kontrolës etapı blogi gaminiai;Qv2 blogĝ gaminiĝ tikimybë tarp pripaintĝ gerais ir atiduotĝ vartotojui.
3. Atrankinë kontrolë
3.1. Atrankinës kontrolës samprata
Bet kurios kontrolës atsiradimas gamybos procese sukelia papildomĝ nuostoliĝ. Taèiau kontrolë visada maina eksploatacines gaminiĝ ilaidas. Taigi kalbant apie kontrolës efektyvumı, reikia vertinti bendrasias ilaidas, kurias sudaro: kontrolës vykdymo ilaidos ir eksploatuojamĝ nekokybikĝ gaminiĝ remonto ilaidos.
Kontrolës programos parinkimas sudëtingas kompleksinis udavinys, apimantis ekonominius, matematinius ir organizacinius bei techninius aspektus. Norint gauti didiausiı efektı, reikia gerai imanyti kontrolës organizavimo principus ir jos teikiamı naudı.
Visĝ rûiĝ kontrolë gali bûti itisinë arba atrankinë. Itisinë kontrolë danai negalima dël iĝ prieasèiĝ: - kartais ji ekonomikai netikslinga; - technikai negalima.
Itisinë kontrolë negarantuoja nulinio defektingumo lygio, todël gamintojai danai turi tenkintis atrankinës kontrolës rezultatais.
Matematinës statistikos ir tikimybiĝ teorijos metodai parodë, kad neretai gaminiĝ kokybës lygiui valdyti pakanka nagrinëti tik tam tikrı jĝ dalá, vadinamıjı imtá. Tokiı kontrolê, kai tikrinama ir sprendimai priimami tik pagal tam tikrı gaminiĝ partijos dalá, vadiname atrankine kontrole. Jos esmë tokia: 1. I N dydio partijos, atsitiktinai atrenkama n dydio imtis (n<N). 2. Visi imties gaminiai patikrinami ir nustatomas defektiniĝ gaminiĝ sk. 3. Defektiniĝ gaminiĝ sk. palyginamas su normatyviniu ir priimamas sprendimas apie N dydio partijos kokybê. Jei defektiniĝ gaminiĝ sk. imtyje nevirija normatyvinio visa N dydio partija pripaástama gera ir atiduodama vartotojui. Jeigu virija-pripaástama bloga ir grıinama gamintojui pertikrinti.
Tokiu bûdu klasifikuojant partijas, reguliuojamas vartotojui pateikiamas produkcijos kokybës lygis. Pagrindinë klasifikavimo problema parinkti tinkamus pagrindinius kontrolës plano parametrus
3.2. Atrankinës kontrolës parametrai
Atrankinës kontrolës rezultatai remiasi tam tikros partijos dalies imties n gaminiĝ patikrinimu. Todël susiduriama su tokiomis klaidomis:1. Tikimybe nepagrástai priimti blogı partijı. Tai vadinamoji I rûies klaida, arba tiekëjo rizika. Ji ymima raide α. 2. Tikimybe priimti blogı partijı. Tai vadinamoji II rûies klaida, arba vartotojo rizika. Ji ymima raide β.
Organizuojant atrankinê kontrolê labai svarbu, kad
ios dvi klaidos bûtĝ kuo maesnës. Atrankinës
kontrolës efektyvumas vertinamas vadinamıja darbine charakteristika.
Darbinë charakteristika tai tikimybës priimti partijı
L(q)priklausomybë nuo partijos defektingumo lygio: q=M/N( M
defektingĝ gaminiĝ skaièius partijoje; N partijos dydis. ).Vartotojas visada ino kokio defektingumo
lygio partijos já tenkina. Kai toks lygis qv, tai partijos,
kuriĝ ![]() ,turi
bûti nepriimtos ir grıintos gamintojui, o partijos, kuriĝ
,turi
bûti nepriimtos ir grıintos gamintojui, o partijos, kuriĝ ![]() -priimtos.
-priimtos.
Be darbinës charakteristikos, yra ideali darbinës kontrolës charakteristika,bet atrankinës kontrolës metu ávykdyti idealios darbinës charakteristikos reikalavimus dël I ir II rûies klaidĝ negalima. Todël tiekëjas ir vartotojas turi susitarti dar dël dviejĝ kontrolës plano parametrĝ:1. Priimtino defektingumo lygio q1(AQL), t. y. tokio lygio, kai partijos su q < q1, arba vadinamosios tikrai geros partijos, turi bûti priimamos su tikimybe, artima vienetui. Kiekybikai i tikimybë turi bûti ne maesnë kaip (1-α) 2. Nepriimtino defektingumo lygio q2 (LQ), t. y. tokio lygio, kai partijos su q> q2 , arba vadinamosios tikrai blogos partijos, turi bûti priimamos su tikimybe, artima nuliui. Kiekybikai i tikimybë turi bûti ne didesnë kaip β.
Organizuojant kontrolê pirmiausia reikia dviejĝ tiekëjo ir vartotojo susitarimĝ: 1. Dël leistinĝjĝ rizikĝ α ir β (ios reikmës svyruoja nuo 0,05 iki 0,2). 2. Dël priimtino ir nepriimtino defektingumo lygiĝ ir q1 ir q2 .
Atrankinës kontrolës pagrindinës
prielaidos, taikant matematinës statistikos ir tikimybiĝ teorijas,
leidia parinkti du svarbiausius atrankinës kontrolës plano
parametrus: imties tûrá n ir leistinıjá defektiniĝ
gaminiĝ skaièiĝ imtyje C.ie parametrai apskaièiuojami pagal lygèiĝ sistemı:

3.3. Defektingumo zonos
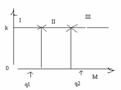
Pagrindinis defektingĝ gaminiĝ atsiradimo altinis yra technologinio gamybos proceso netobulumas. Atsivelgiant á gamybos technologinio procesı patikrintos gaminiĝ partijos iskirstomos á tris atskiras zonas:
I normalaus technologijos proceso zona. Èia komplektuojamos detalës, mediagos, technologiniai árenginiai, árankiai, darbininkĝ kvalifikacija atitinka numatytus reikalavimus.
II atsitiktinai neymiai isiderinês technologijos procesas. Atsitiktinis defektingĝ gaminiĝ skaièius partijose sumaëja savaime, be gamintojĝ ásikiimo.
III tai labai ir nuolatos isiderinês technologijos procesas. Toks procesas gali bûti pataisytas, tik pasitelkus tam tikras technines, organizacine ir kitas priemones. Defektingumo zonos:
4. Atrankinës kontrolës bûdai
Yra dvi atrankinës kontrolës rûys: - kontrolë pagal alternatyvius poymius; - kontrolë pagal kiekybinius poymius. Kontrolë pagal alternatyvius poymius tai gaminiĝ klasifikavimas pagal jĝ tinkamumı toliau naudoti, skirstant juos á dvi grupes: gerus arba blogus.Kontrolë pagal kiekybinius poymius tai gaminiĝ klasifikavimas pagal jĝ tinkamumı toliau naudoti remiantis tĝ gaminiĝ parametrais.ie du bûdai dar klasifikuojami á: 1. Vieno laipsnio atrankinê kontrolê. 2. Dviejĝ laipsniĝ atrankinê kontrolê.3. Daugiapakopê atrankinê kontrolê. 4. Nuosekliıjı atrankinê kontrolê.
4.1. Kontrolë pagal kiekybinius poymius
Atliekant kontrolê pagal kiekybinius poymius, produkcijos kokybë vertinama pagal vidutinio ir vidutinio kvadratinio kontroliuojamo rodiklio nukrypimus, taip pagal jĝ priklausantá defektingumı. ie rodikliai átraukiami á kontrolës planus. Dauguma kontrolës planĝ pagal kiekybinius poymius turi normatyvinius kontrolës defektingumo lygius. Tai paaikinama tokiomis prieastimis: 1. Defektingumo lygis charakterizuoja produkcijos partijos kokybê. 2. is rodiklis paprastai naudojamas kontrolës planuose pagal alternatyvĝ poymá. Tai suteikia galimybê sulyginti kontrolës planus pagal kiekybiná ir alternatyvĝjá poymius. ios kontrolës pagrindu priimami sprendimai apie tai, ar gaminys kokybikas, ar brokuotas. Atliekant kontrolë pagal kiekybinius poymius, matuojami produkcijos vienetĝ kontroliuojamieji parametrai, iskaièiuojamas pasirinktas vidutinis aritmetinis vidurkis ir ávertinamas nukrypimas nuo vienos (virutinës ar apatinës) arba dviejĝ nustatytĝ ribĝ. ie nukrypimai lyginami su i anksto nustatytais kontroliniais normatyvais ir pagal tai nusprendiama ar produkcija atitinka ar neatitinka nustatytĝ reikalavimĝ.
4.2. Kontrolë pagal kokybinius poymius
4.2.1. Vieno laipsnio kontrolë
I N gaminiĝ
partijos, pateiktos kontrolei, atsitiktiniu bûdu paimta n gaminiĝ imtis ir nustatyta,
kad: 0 ≤defektiniĝ
gaminiĝ skaièius m≤C, (0≤m≤C), partija
priimama; defektiniĝ gaminiĝ sk. m<C, (m<C), partija nepriimama. Partijos
priëmimo tikimybë apskaièiuojama taip: Binominis pasiskirstymas Pm =Cnmqm(1-q)n-m
;Puasono pasiskirstymas ![]() ; èia n atsitiktiniu bûdu paimta
gaminiĝ imtis; m defektiniĝ gaminiĝ skaièius gaminiĝ
imtyje; C ribinis defektĝ skaièius; q=n*m.
Binominis pasiskirstymas taikomas, kai n<0.1N, o Puasono kai q<0.1.
; èia n atsitiktiniu bûdu paimta
gaminiĝ imtis; m defektiniĝ gaminiĝ skaièius gaminiĝ
imtyje; C ribinis defektĝ skaièius; q=n*m.
Binominis pasiskirstymas taikomas, kai n<0.1N, o Puasono kai q<0.1.
4.2.2. Dviejĝ laipsniĝ kontrolë.
Kai yra dviejĝ laipsniĝ atrankinë kontrolë, imamos dvi imtys.
I N gaminiĝ partijos, pateiktos kontrolei, atsitiktiniu bûdu paimama n1 dydio imtis:
**jeigu defektiniĝ gaminiĝ skaièius m1 nevirija leistinojo skaièiaus C1, t. y.(m1<C1), partija priimama;
**jeigu defektiniĝ gaminiĝ skaièius m1 virija neleistinıjá skaièiĝ C2 , t. y., (m1>C2) partija nepriimama;
**jeigu (C1<m1<C2) tuomet imama antroji imtis n2.
Defektiniĝ gaminiĝ skaièius imtyse iuo atveju lyginamas su ribiniais skaièiais C3 ir C4:
- jeigu (m1+m2<C3), partija priimama;
- jeigu (m1+m2>C4), partija nepriimama.
io metodo trûkumas tas, kad tikrinant dviejĝ laipsniĝ atrankinës kontrolës bûdu, patikrinama maiau gaminiĝ, palyginti su vieno laipsnio atrankine kontrole
4.2.3. Daugiapakopë kontrolë.
Daugiapakopë atrankinë kontrolë gali bûti ipleèiama iki nuosekliosios atrankinës kontrolës, kai bandoma daug imèiĝ, kuriĝ kiekvienı sudaro vienas gaminys.
iuo atveju didelis skaièius vienodĝ maĝ imèiĝ tikrinamas tol, kol bus priimtas sprendimas ibrokuoti ar priimti visı partijı.
4.2.4. Nuoseklioji kontrolë
Esant nuosekliajai kontrolei, sprendimai apie kontroliuojamos partijos kokybës lygá priimami tikrinant i eilës po vienı gaminá, atsitiktinai paimtı i kontroliuojamos partijos.
Tikrinama atliekamas tokia tvarka:
1.jeigu defektiniĝ gaminiĝ skaièius mi paimtuose gaminiuose maesnis negu Ci ,(mi<Ci), tuomet partija priimama;
2.jeigu defektingĝ gaminiĝ skaièius mi paimtuose gaminiuose didesnis negu di,(mi>di), tuomet partija nepriimama;
3. jeigu priëmimo skaièius Ci maesnis negu defektiniĝ gaminiĝ skaièius mi paimtuose gaminiuose, o defektiniĝ gaminiĝ skaièius didesnis negu di,(Ci<mi <di), tuomet priimamas sprendimas imti kitı gaminá, ir kontrolë têsiama.
Didiausias nuosekliosios atrankinës kontrolës trûkumas kintamas darbo apimties pobûdis. Privalumas vidutinikai maesnë kontrolës apimtis.
5. Atrankinës kontrolës planai
Vartotojas visuomet nori, kad jam siûloma produkcija bûtĝ kokybika, t. y. produkcijos defektingumo lygis nevirytĝ já tenkinanèio lygio qt.
Tuomet atsivelgiant á sılygas galimi trys planĝ variantai:
1. Kai (qt =q1), vartotojo reikalavimai prilyginami (AQL). iuo atveju partijos, kuriĝ defektingumo lygis (q<q1), bus priimamos su tikimybe, artima vienetui; partijos, kuriĝ (q<q2), bus nepriimamos su tikimybe, artima vienetui, o partijos, kuriĝ (q1<q<q2), bus priimamos su kintama tikimybe:
a) jeigu q artima q1 priimama dar gana daug;
b) jeigu q artima q2 atmetama jau daug, bet nepakankamai.
Vadinasi, dar nemaa dalis blogĝ pagal susitarimı partijĝ bus priimta ir atiduota vartotojui. iuo atveju vidutinis priimtĝ ir pateiktĝ vartotojui partijĝ defektingumo lygis qvid visada bus didesnis negu pageidauja vartotojas.Toks atrankinës kontrolës planas nenaudingas vartotojui.
2. Kai (qt=q2), vartotojo reikalavimai prilyginami (LQ). iuo atveju partijos, kuriĝ defektingumo lygis (q>q1), bus priimamos su tikimybe, artima vienetui, o partijos, kuriĝ (q>q2), bus atmetamos su tikimybe, artima vienetui. Partijos, kuriĝ (q1<q<q2), bus atmetamos su kintama tikimybe:
a) jeigu q artima q1 dar priimamos su didele tikimybe;
b) jeigu q artima q2 dar atmetama gana daug.
Vadinasi, kad dar nemaa dalis gerĝ partijĝ bus atmesta ir grıinta tiekëjui. iuo atveju qvid visada bus maesnis negu pageidauja vartotojas. Taigi toks atrankinës kontrolës planas nenaudingas gamintojui.
3. Kai (qt=q2), vartotojo reikalavimai prilyginami tarpinëms intervalo [q1,q2] reikmëms. Nesant rimtĝ argumentĝ tiekëjo ar vartotojo interesĝ labui, tikslingiausia vartotojo reikalavimus prilyginti tokiam defektingumo lygiui, kuriam esant partija bûtĝ priimama arba atmetama, kai tikimybë L(q)=0,5.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1353
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved