| CATEGORII DOCUMENTE |
| Animale | Arta cultura | Divertisment | Film | Jurnalism | Muzica |
| Pescuit | Pictura | Versuri |
Tehnician poligraf
PROIECTAREA REALIZARII UNOR ETICHETE AUTOADEZIVE PE HARTIE IN ROLA

CUPRINS
|
Argument |
|
Organizarea locului de munca |
|
Fisa nr. 1 - alegerea desenului de stanta |
|
Fisa nr. 2 - realizarea montajelor si formelor flexografice |
|
Fisa nr. 3 - montarea formelor pe cilindrii |
|
Fisa nr. 4 - montarea stantei in masina |
|
Fisa nr. 5 - alimentarea cu hartie |
|
Fisa nr. 6 - alimentarea cu cerneala flexografica |
|
Fisa nr. 7 - reglarea sistemului de eliminare a etichetelor |
|
Fisa nr. 8 - verificarea calitatii etichetelor |
|
Fisa nr. 9 - calculatie de pret si necesarul de materiale |
|
Fisa nr. 10 - Norme de protectia muncii |
|
Bibliografie |
Argument
Descrie modul de proiectare a fluxului tehnologic pentru realizarea unuitiraj de etichete pe hartie autoadeziva in role.
Procesul tehnologic este format din urmatoarele etape:
![]() Pregatirea
formei de imprimare si pregatirea formei de stanta
Pregatirea
formei de imprimare si pregatirea formei de stanta
![]() Imprimarea
rolei de hartie
Imprimarea
rolei de hartie
![]() Verificare
si livrare
Verificare
si livrare
Am ales aceasta tema deoarece face parte din domeniul pentru care am fost instruita
Organizarea locului de munca
Pregatirea formei Alegerea sau
![]() de imprimare comandarea
de imprimare comandarea
flexografica stantei
![]()
![]()
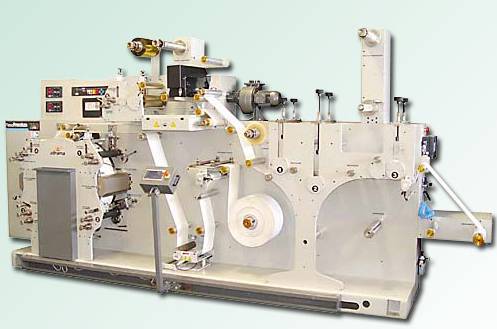
Masina de etichete in rola
![]()
Dispozitiv de
verificare a
etichtelor
Proces tehnologic
|
Fisa de lucru nr. 1 |
||||||||||||||||||||
|
Faza procesului tehnologic: pregatirea formei |
||||||||||||||||||||
|
Operatia: realizarea machetei de montaj |
||||||||||||||||||||
|
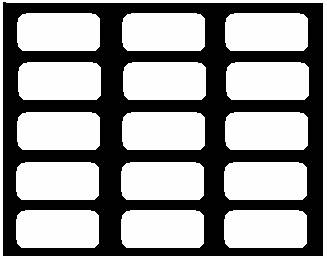
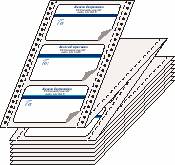
Primul pas in realizarea unui montaj este intocmirea machetei de montaj. Aceasta macheta tine cont de formatul de imprimare, de modul de finisare in concordanta cu cerintele clientului. Etichetele autoadezive in rola pot fi de mai multe feluri:
cu perforatii pe marginea rolei etichete la un cutit etichete la doua cutite De obicei etichetele se tiparesc mai multe pe latimea rolei si se pot livra ca atare sau se pot livra in role individuale.
Etichetele pot avea forma geometrica regulata sau o forma deosebita propusa de client
De obicei masinile de imprimat hartie autoadeziva in rola sunt insotite de un set de stante de diverse forme. In functie de configuratia masinii aceste stante pot fi plane sau rotative.
Cutitele stantelor sunt turnate si asa se explica faptul ca etichetele nu au bavuri. Stantele sunt executate extrem de precis iar masina este calibrate corespunzator in asa fel incat stantarea sa se faca numai pe adancimea necesara.
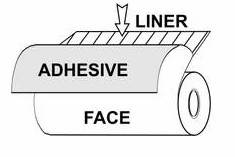
Operatia de stantare trebuie sa se faca numai pe grosimea hartiei cu adeziv fara sa atinga suportul siliconic. In functie de dotarea tehnica a tipografiei si de cerintele clientului precum si de tipul de hartie autoadeziva putem avea urmatoarele variante de montaje
Stantele originale sunt insotite de folii cu desene de stanta pentru fiecare model astfel incat sa se poate executa montajele de culoare si text. La fel ca la rotativa de ziare, unitatea de masura a tirajului este colita. Fiecare colita corespunde circumferintei cilindrului de presiune.
Acest desen reprezinta macheta de montaj si constituie baza montajelor de grafica si text. |
||||||||||||||||||||
|
Fisa de lucru nr. 2 |
|
Faza procesului tehnologic: pregatirea formei |
|
Operatia: obtinerea formei de imprimare |
|
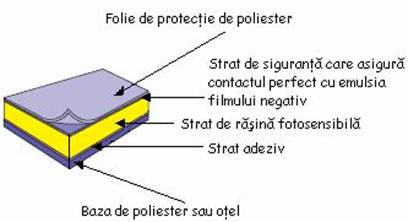
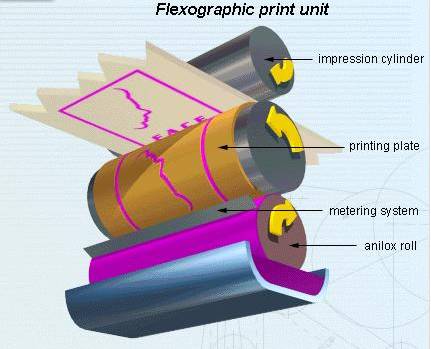
Flexografia este procedeul de imprimare de tipar inalt cu forme flexibile. Tiparul inalt classic foloseste forme de imprimare din aliaj de plumb pt text si disc de zinc pentru imagini. Flexografia foloseste forme flexibile atat pentru text cat si imagine Forma de imprimare flexografica este formata din: o baza care poate fi de poliester de aluminiu sau de otel, stratul fotosensibil de foto-polimeri, formele de imprimare pot fi monostrat, multistrat si forme de gravere cu laser.
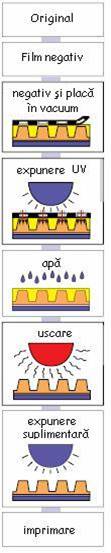
Conform schemei alaturate procesul de obtinere a formei de imprimare flexo este deosebit de simplu. Stiind ca flexografia este un procedeu cu transfer direct filmele de pe montaj vor fi pe citibil Forma de imprimare va fi deasemeni pe citibil. Operatiile de obtinere a formei flexografice: se expune spatele formei astfel incat se va intari un strat subtire care formeaza legatura cu baza. Atunci cand baza are folie de protectie. Se face expunerea fotopolimerului printr-un film negative avand grija ca pozitia filmului pe montaj sa transmita modul alb-negru. Filmul va fi pe montaj citibil. Copiera negativului se face in vid. Placa de fotopolimer se developeaza cu pa calda sau cu solventi speciali. Expuneraea negativului permite trecerae luminii in ultraviolete in expunerile transparente in aceste zone emulsia se intareste. Dupa developare placa se usuca si se face o expunere in aer liber fara film, scopul acestei expuneri suplimentare este intarirea definitive a zonelor in care patrunderea luminilor nu a fost suficienta. |
|
Fisa de lucru nr. 3 |
|
Faza procesului tehnologic: Montarea formei |
|
Formele flexografice se monteaza pe cilindrul de forma. In cazul imprimarii monocrome se pune problema numai a plasarii corecte fata de marginea hartiei, in cazul lucrarii policrome la fel ca la procedeul offset se pune problema expunerii exacte a lucrarii. Formele flexografice si ca elemente de reper niste orificii in interiorul placii flexografice. Un aparat specializat scaneaza si suprapune culoare pe placa pentru cea de-a doua placa si arata modul in care se trealizeaza suprapunerea. Fixarea formelor flexografice pe cilindru se face fie cu ajutorul unor adezive si cu bada dubla adeziva.
|
|
Fisa de lucru nr. 4 |
|
Faza procesului tehnologic: montarea stantei in masina |
|
Tirajul incepe cu stantarea etichetelor . In acest scop inchiderea formei de stanta se face la primul grup si se respecta toate indicatiile producatorului masinii de stantat care prevad pozitia si presiunea corecta de stantare dar si sincronizarea cu grupurile de imprimare Marirea presiunii de stantare duce nu numai la rebutarea etichetelor dar si la distrugerea cutitelor |
|
Fisa de lucru nr. 4 |
|
Faza procesului tehnologic: montarea stantei in masina |
|
Tirajul incepe cu stantarea etichetelor . In acest scop inchiderea formei de stanta se face la primul grup si se respecta toate indicatiile producatorului masinii de stantat care prevad pozitia si presiunea corecta de stantare dar si sincronizarea cu grupurile de imprimare Marirea presiunii de stantare duce nu numai la rebutarea etichetelor dar si la distrugerea cutitelor |
|
Fisa de lucru nr. 5 |
|||
|
Faza procesului tehnologic : alimentarea cu hartie |
|||
|
Incarcarea masinii cu hartie in rola se face folosind un mosor adecvat ca marime pentru miezul bobinei, se trece capatul benzii prin toate rolele de tensionare, se trece capatul benzii prin toate grupurile de stantare si imprimare si se ancoreaza pe un miez montat pe mosorul de derulare. Metrajul de hartie folosit pentru reglarea masinii corespunde prisoaselor de la orice masina cu alimentare in coli si va fi cam de doua sau trei ori lungimea masinii. La utilajele moderne asistate de calculator este suficienta o singura lungime de masina
sau tip satelit (cu un singur cilindru de presiune)
In cea de-a doua
varianta pastrarea |
|
Fisa de lucru nr. 6 |
|
Faza procesului tehnologic : alimentarea cu cerneala |
|
Cerneala flexografica este o cerneala speciala, mai fluida datorita configuratiei aparatului de imprimare.
Cilindrul anilox preia cerneala din rezervor in celulele gravate pe suprafata sa si o transmite formei de imprimare. Fluiditatea cernelii trebuie sa permita transfer rapid si complet dar si usurinta spalarii cilindrului anilox. |
|
Fisa de lucru nr. 7 |
|
Faza procesului tehnologic : reglarea sistemului de eliminare a etichetelor |
|
La cererea clientului etichetele pot fi livrate in rola sau colita.
Atat livrarea in rola cat si cea in colita se poate face cu sau fara scoaterea gratarului dintre etichete
Pentru etichete cu utilizari speciale se face in banda dar perforate pe directie transversala
|
|
Fisa de lucru nr. 8 |
|
Faza procesului tehnologic : verificarea etichetelor |
|
Atunci cand se impune, se face verificarea si sortarea etichetelot. Acest lucru se face la utilaje speciale care realizeaza atat verificarea computerizata cat si re-rularea bobinelor asigurand si tensionarea necesara unui alt process mecanizat.
|
|
Fisa de lucru nr. 9 |
|
Faza procesului tehnologic : antecalculatie de pret, necesar de materiale, identificarea operatiilor cu manopera directa |
|
Fisa de lucru nr. 10 |
|
Faza procesului tehnologic : NORME SPECIFICE DE PROTECTIA MUNCII SI MEDIULUI |
|
Masurile de protectia muncii cuprind masuri de protectie specifice lucrarii si atelierului de imprimare: Salopeta, pantofi, manusi, nu sunt admise podoabe (cercei, bratari, sosete, ochelari de protectie) Este interzis sa se dezactive sistemele de protectie a masinilor. Este interzis utilizarea substanteler care au punct de aprindere mai mic de 52 grade C. Este interis accesul cu surse de caldura cu flacara deschisa. Se vor respecta toate normele de protectia muncii stabilite prin normele nationale si internationale pentru ateliere mecanice si electrice. Pentru protectia mediului s-au avut in vedere urmatoarele reguli: Deseurile de hartie rezultate au fost balotate si ambulate in vederea reciclarii. Substantele toxice sunt neutralizate si apoi trimise la deseuri, la locurile special amenajate in incinta sau in afara incintei. Nu se arunca in reteaua de canalizare sau in alte retele de colectare. S-au luat masuri privind din punct de vedere tehnic prin reducrea nivelului de zgomot la un numar de decibeli acceptat de normele in vigoare. |
Bibliografie
Manualele de clasa a X-a si a XI-a "Tehnici poligrafice"
Surse internet
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5074
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved