| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Asamblari prin strangere proprie (presate)
Asamblarile presate realizate prin introducerea fortata, axiala,
a piesei cuprinsa (arborele) in cea cuprinzatoare (butucul), au caracter
demontabil sau nedemontabil, determinat de marimea strangerii elastice si de tehnologia
de montaj folosita si transmit fortele prin frecare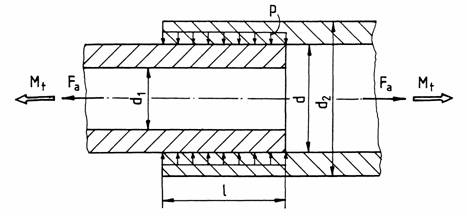
Algoritm de proiectare a asamblarilor arbore-butuc prin strangere proprie. Proiectarea acestor asamblari, cunoscand valoarea momentului de torsiune transmis, caracteristicile materialelor (modulele de elasticitate longitudinala Ea,b; coeficientii Poisson νa,b) si dimensiunile partilor asamblate (d, d1, d2, l), presupune parcurgerea urmatoarelor etape:
A. Calculul presiunii necesare transmiterii sarcinilor exterioare date (fig. 9.12) prin fortele de frecare care apar pe suprafata de contact, cu relatia
 ,
,
in care coeficientul de frecare poate fi 0,090,17, pentru cazul cand cele doua elemente asamblate sunt din otel, sau 0,020,06, cand una din piese este din otel si cealalta este din aliaje usoare. In cazul existentei unei singure sarcini exterioare (forta Fa sau momentul Mt), presiunea necesara se determina prin particularizarea relatiei (9.20).
B. Determinarea strangerii teoretice necesare, exprimata in μm, cu relatia
 .
.
C. Strangerea necesara corectata, tine cont de calitatea suprafetelor asambate si conditiile de exploatare (variatii de temperatura), prin relatia
![]() ,
,
in care: Ramax si Rb max sunt inaltimile maxime ale neregularitatilor (rugozitatii) tehnologice ale suprafetelor arborelui si, respectiv, butucului, exprimate in μm; t0 - temperatura la montaj; ta - temperatura de functionare a arborelui; tb - temperatura de functionare a butucului; αa,b - coeficientii de dilatare termica ai materialelor arborelui, respectiv butucului.
D. Alegerea ajustajului standardizat, respectand conditia
![]() ,
,
cu da min si db max minimul si maximul diametrelor arborelui si, respectiv, butucului, tinand cont de campurile de toleranta ale pieselor asamblate.
E. Verificarea necedarii materialelor pieselor asamblate prin curgere plastica, mai ales in cazul asamblarilor demontabile, cu relatiile
 ,
,
 ,
,
in care σ02a si σ02b sunt limitele de curgere tehnice ale materialelor arborelui si, respectiv, butucului.
F. Verificarea asamblarii la strivire, in zona de contact, se poate face prin evitarea atingerii presiunilor maxime la limita de curgere cu relatia

sau prin limitarea strangerii maxime asigurata de ajustajul adoptat, la minimul strangerilor maxime (critice) - care conduc la aparitia de deformatii plastice in arbore sau butuc - cu inegalitatea
![]()
G. Verificarea deformarii pieselor asamblate se face pentru cazuri functionale concrete, care impun corelarea deformatiilor elastice radiale pentru arbore si butuc:
exprimate in μm, cu jocurile necesare in functionare. In [M09] se prezinta cazul unui inel de rulment presat pe arbore, pentru care se determina, folosind analiza cu elemente finite, strangerea necesara astfel incat prin deformarea radiala sa nu anuleze jocul radial din rulment.
H. Calculul fortelor axiale necesare de presare (montare) si de depresare (demontare), cu relatiile
![]() ,
,
in care μ1,2 sunt coeficientii de frecare la montare, respectiv demontare, cu valorile 0,06.0,22/0,08.0,20, pentru cazul cand cele doua elemente asamblate sunt din otel, sau 0,020,08/0,030,09, cand una din piese este din otel (valorile din fata simbolului '/') si cealalta este din aliaje usoare (valorile de dupa simbolului '/').
I. Definitivarea descrierii asamblarii, cu aspecte tehnologice (ajustaje, calitatea suprafetelor, racordari etc.).
Pentru mai multa acuratete etapele E, F si G se pot efectua folosind programe performante de analize cu elemente finite.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3167
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved