| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEHNOLOGII DE PRELUCRARE CU DISCURI ABRAZIVE
1 DISCURI ABRAZIVE
|
Fig. 3. 40 Scule abrasive. a.) cilindrice; b.) disc; c.) oala |
2 TEHNOLOGIA DE PRELUCRARE CU MASINA DE RECTIFICAT PLAN
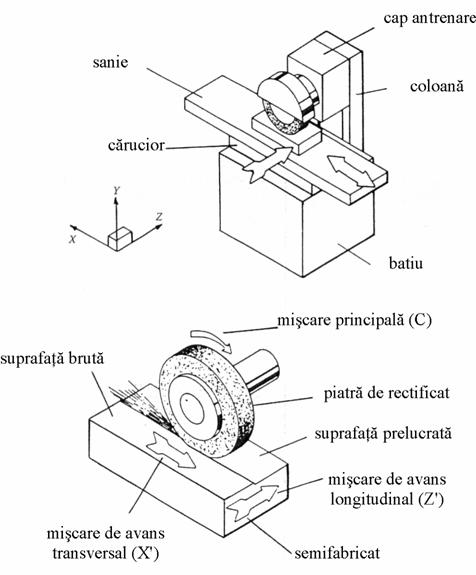
Masina de rectificat plan rectifica suprafetele plane cu scula fixata pe arborele orizontal (Figura 3.41) care este cu axul brosei in pozitie orizontala. Scula efectueaza miscarea principala (miscarea C). Miscarea de avans este executata de masa masinii unelte pe care este montata piesa (miscarea X'). Aceasta miscare este realizata de obicei cu un sistem hidraulic. Alte miscari de avans pot fi aplicate brosei de rectificare, prin coborarea acesteia pe coloana (miscarea -Y) (cunoscuta ca si avans de patrundere) sau prin deplasarea transversala a mesei, paralel cu axul masinii (miscarea Z') (cunoscuta ca si avans transversal). In Figura 3.41, este generata o suprafata orizontala pe o piesa prin miscarea de avans transversal (miscarea -Z'). Aceasta miscare de avans, care este intermitenta alternativa, este de obicei realizata printr-un sistem hidraulic si se aplica intermitent la fiecare capat de cursa. Avansul transversal ƒ poate fi definit ca fiind distanta parcursa de scula transversal pe piesa, dupa fiecare trecere.
Operatia este cunoscuta ca si rectificare transversala.
Figura 3.42 arata geometria ambelor rectificari de si rectificarea de patrundere pe o suprafata orizontala de rectificat. In Figura 3.42a, rata de indepartare a metalului in rectificarea transversala este data de relatia:
Zw = ƒap trav (3.37)
unde
ƒ = avansul transversal realizat in timpul de aschiere;
ap = adancimea de patrundere ;
trav = viteza transversala.
|
Fig. 3.41 Rectificarea suprafetelor plane pe masina de rectificat plan |
Timpul de baza tm este dat de relatia:
![]() (3.38)
(3.38)
unde nr este numarul de curse duble pe minut, si bw este latimea piesei. Numarul de curse duble pe minut depinde si de modul de reglare a vitezei de avans transversal si de reglajul numarului de curse duble pe minut. Relatii specifice intre acesti parametri vor mai fi prezentate. Intr-un mod similar, pentru operatia de rectificare de patrundere (Figura 3.42b), rata de indepartare a materialului aschiat este cea data de ecuatie 3.37.
|
Fig. 3. 42 Operatia de rectificare a suprafetelor plane orizontale |
Inainte de a determina timpul de baza pentru operatia de rectificare de patrundere, este necesar a descrie fenomenul cunoscut ca si descanteiere. In orice operatie de rectificare unde discul actioneaza pe o directie normala pe suprafata piesei, avansul ƒ, care este grosimea stratului de metal indepartat in timpul unei curse de aschiere, va fi initial mai mica decat valoarea reglajului avansului nominal al masinii unelte. Aceasta diferenta fata de valoarea avansului rezulta din deformarea elastica a sistemului masina-unealta-scula-piesa (MUSP). Astfel, pentru completarea numarului teoretic de curse de aschiere necesare, o parte foarte redusa a adaosului de prelucrare va trebui indepartata. Operatia de indepartare a acestei cantitati de material se va realiza prin procesul de descanteiere si se realizeaza prin continuarea operatiei initiale de rectificare fara aplicarea unui avans pana cand indepartarea metalului devine nesemnificativa (nu mai apare nici o scanteie). Daca timpul pentru descanteiere are valoarea ts, timpul de baza la rectificarea prin patrundere este dat de relatia:
|
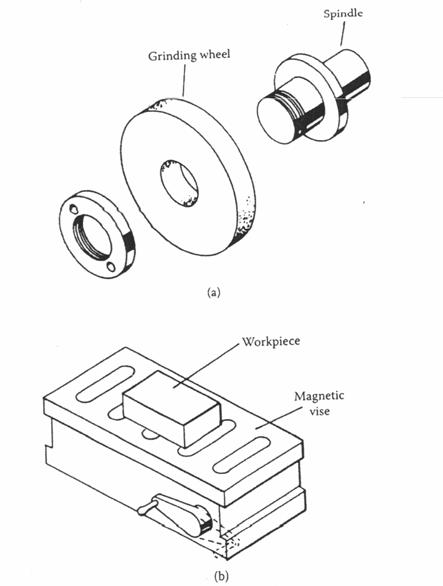
Fig. 3.43 Scula abraziva si sistemul de fixare al piesei la rectificarea plana a.) fixarea sculei; b.) fixarea piesei. |
![]() (3.39)
(3.39)
unde at este adaosul de prelucrat.
Scula tipica si fixarea piesei intr-o masina de rectificat a suprafetelor plane este prezentata in figura 3.43. Fixarea sculei este realizata prin montarea rotii la capatul arborelui brosei de rectificat al masinii, intre cele doua saibe. Fixarea piesei este deseori realizata prin folosirea unei menghine magnetice, comandate prin actionarea unei parghii, care poate ocupa una din pozitii: "cuplare" sau "decuplare". Atunci cand aceasta parghie este in pozitia decuplat, campul magnetic este in scurtcircuit si nu mai trece prin piesa. Miscarea de cuplare a parghiei aduce electromagnetul in starea in care campul magnetic trece prin piesa. In mod cert, acest tip de menghina este potrivit doar pentru piesele din material feromagnetic si pentru operatiile de finisare, unde fortele generate in timpul rectificarii sunt mici. In alte situatii, ar trebui sa fie folosite o menghina mecanica sau alte metode de fixare certa a pieselor.
3 TEHNOLOGIA DE RECTIFICARE CU MASINA DE RECTIFICAT CU AX VERTICAL
Masina DE rectificat cu ax vertical (Figura 1.44) actioneaza un disc abraziv si executa o operatie similara cu cea de frezare a suprafetelor plane. Masa de lucru are o miscare rectilinie alternativa (miscarea X), iar scula are o miscare intermitenta de coborare (miscarea Z). Se prelucreaza o suprafata orizontala pe piesa si din cauza deformarii elastice a structurii masinii unelte, avansul real ƒ va fi mai redus decat avansul reglat al masinii unelte. Din acest motiv este nevoie de cateva treceri pentru descanteiere, la fel ca la masina de rectificat plan cu ax orizontal.
Rata de indepartare a metalului este data de relatia:
Zw = ƒapνtrav 3.40
Unde ap, latimea de aschiere, este egala cu latimea piesei, iar νtrav este viteza transversala. Timpul de strunjire este dat de Ecuatia 3.39, la fel ca in cazul rectificarii prin patrundere pe o suprafata plana cu masina de rectificat cu axul orizontal. Pentru masina de rectificat cu axul vertical, cu o masa de lucru orizontala si rotativa, pe care pot fi montate diferite piese, timpul de prelucrare este dat de relatia:
![]() 3.41
3.41
|
Fig. 3.44 Rectificarea suprafetelor plane cu masina de rectificat plan cu ax vertical |
unde nw este frecventa de rotatie a mesei de lucru.
4. MASINA DE RECTIFICAT ROTUND EXTERIOR
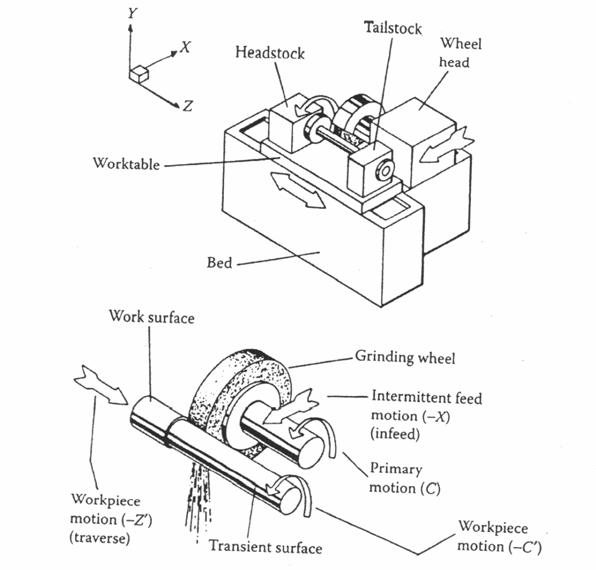
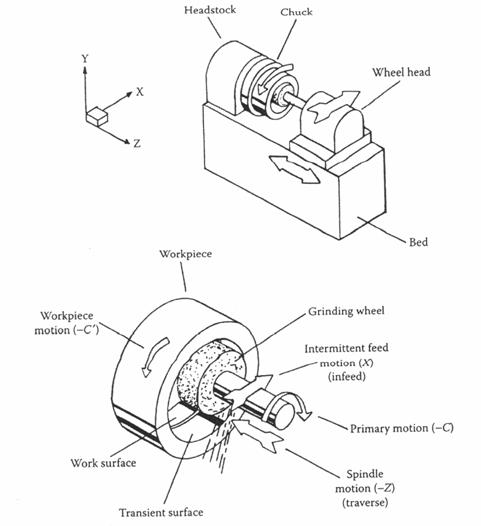
La masina de rectificat rotund exterior (Figura 3.45), piesa se sprijina si este rotita intre varfuri, sau este fixata in universal la un capat si sprijinita pe varf la celalalt capat. Capul de antrenare (prin universal, sau cu ajutorul inimii de antrenare) asigura miscarea de rotatie la o turatie scazuta (miscarea C') pentru piesa. Masa de lucru pe care este fixat sistemul de rotire al piesei cu piesa executa o miscare de du-te vino (miscarea Z') utilizand actionarea hidraulica. Axul sculei de rectificat este orizontal si paralel cu axul de rotire a piesei, iar avansul orizontal efectuat printr-un sistem hidraulica poate fi aplicat perpendicular pe axul de rotire al piesei (miscarea -X). Aceasta miscare este cunoscuta ca si avans de patrundere.
|
Fig. 3.45 Rectificarea cilindrica |
Figura 3.45 ilustreaza rectificarea unei suprafete cilindrica, care e generata prin folosirea unei miscari transversale. Aceasta operatie se poate asemana cu strunjirea cilindrica, unde scula monotais este inlocuita cu un disc de rectificat. De fapt, exxista dispozitive de rectificare simple, cu un motor de turatie ridicata care se monteza pe strung.
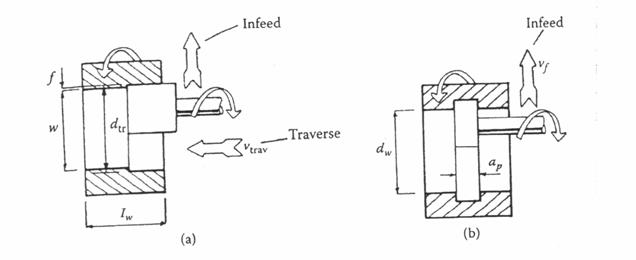
Geometriile rectificarii de-a lungul piesei si prin patrundere, cu masina de rectificat cilindric, sunt ilustrate in Figura 1.46.
|
Fig. 3.46 Operatiile de rectificare cilindrica a.) rectificarea de-a lungul piesei; b.) rectificarea prin patrundere. |
La rectificarea de-a lungul axului piesei, rata maxima de indepartare a metalului este data de
Zwmax = πƒdwνtrav 3.42
Unde:
dw = diametrul suprafetei de lucru
νtrav = viteza transversala
ƒ = avansul pe trecere reglat conform datelor masinii (de obicei are valori foarte mici in comparatie cu dw)
Timpul de de baza (de prelucrare) se va datermina cu ecuatia 3.39.
In operatia derectificare de patrundere, ilustrata in figura 1.46b, discul de rectificat patrunde in piesa fara aplicarea miscarii de-a lungul axului piesei, pentru a forma un canal. Daca νƒ este viteza de avans de patrundere a rotii derectificat, dw - diametrul suprafetei de lucru, iar ap - latimea de rectificare (latimea discului abraziv), rata maxima de indepartare a metalului este data derelatia
Zwmax ƒdm 3.43
Iar timpul de baza (de prelucrare) va fi
![]() 3.44
3.44
unde at este adancimea totala a materialului ce trebuie indepartat, iar ts este timpul necesar pentru descanteiere.
5 MASINA DE RECTIFICAT INTERIOR
Masina de rectificat interior (Figura 3.47) care este prezentata aici, este proiectata pentru a rectifica o suprafata cilindrica interioara. Capul de rectificat sustine un ax orizontal pe care se monteaza scula de rectificat si poate avea o miscare rectilinie alternativa pe o directie paralela cu axul sculei(miscarea Z). Se foloseste o scula abraziva de dimensiuni mici, rotita la o turatie foarte mare. Piesa este montata pe universal sau pe un platou magnetic si rotit (miscarea C . Avansul orizontal se aplica capului de rectificat intr-o directie normala cu axul piesei de rectificat (miscarea X). Aceasta miscare este cunoscuta ca avans de patrundere. Si in acest caz poate fi executata rectificarea de-a lungul axului piesei si rectificarea de patrundere, geometriile carora sunt ilustrate in Figura 3.48.
Rectificarea de-a lungul axului piesei este ilustrata in Figura 3.48a, iar rata maxima de indepartare a metalului, ce are loc in finalul operatiei, este data de relatia:
Zwmax = πƒdmνtrav 3.45
Unde:
ƒ = avansul de patrundere;
νtrav = viteza de deplasare alternativa a brosei (viteza de traversare);
dm = diametrul suprafetei strunjite
Timpul de prelucrare este dat de Ecuatia 3.38.
In final, rectificarea de patrundere (Figura 1.48b) rata maxima de indepartare a metalului este data de relatia:
Zwmax = πapd νƒ 3.46
Iar timpul de strunjire este dat in Ecuatia 3.44.
|
Fig. 3.47 Rectificarea interioara |
|
Fig. 3. 48 Operatiile de rectificare interioara a.) rectificarea longitudinala; b.) rectificarea de patrundere. |
6 MASINI DE RECTIFICAT FARA CENTRE
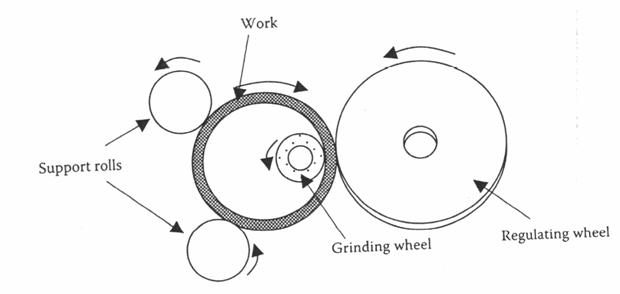
Exista o clasa speciala de masini cilindrice derectificat, numita masini de rectificat fara centre. Aceste masini sunt folosite pentru rectificarea diametrelor exterioare ale pieselor cilindrice mici, insa se poate folosi adaptarea de proces si pentru rectificarea diametrelor interioare ale pieselor tubulare. Figura 3.49 ilustreaza configuratia generala a procesuluide rectificare fara centre. Asa cum spune si numele, piesa nu este fixata intre varfuri (centre), cum se intampla de obicei in cazul rectificarii conventionale cilindrice. Doua discuri de rectificat intra in contact cu piesa, in timp ce aceasta este sprijinita pe un suport (lama), situat intre cele doua discuri. Materialul este indepartat de catre discul abraziv, care se roteste la o viteza similara cu cea de la rectificarea conventionala cilindrica. Discul de presiune, care este de obicei cu o elasticitate ridicata in raport cu cel de rectificat, este rotit la viteze mai mici si face piesa sa se miste mai incet in asa fel incat tot exteriorul suprafetei cilindrice sa fie rectificat.
Axul discului de presiune este inclinat la un mic unghi, αi fata de axul discului de rectificare. Acest lucru produce o viteza axiala de avans, νƒ, unde partea si marimea lui νƒ data de relatia
νƒ = πdrnrsin αi 3.47
unde
dr = diametrul discului de presiune;
nr = frecventa de rotire a discului de presiune;
αi = unghiul de inclinare.
In acest fel, piesa este alimentata automat in procesul de rectificare. Acest proces este specific pentru rectificarea continua a pieselor cilindrice mici alimentate prin gravitatie, avansul de patrundere in procesul de rectificare si pe urma eliminarea din proces pe cealalta parte. Piese cum ar fi role pentru rulmenti si bolturi de piston, sunt rectificare in acest fel, cu o productivitate ridicata.
Timpul de baza (de prelucrare) este dat de relatia
![]() 3.48
3.48
unde lw este lungimea piesei.
|
Fig. 3. 49 Rectificarea exterioara fara centre |
|
Fig. 3. 50 Rectificarea interioara fara centre |
Rectificarea fara centre poate fi folosita, de asemenea si pentru rectificarea interna, iar configuratia caracteristica este ilustrata in figura 3.50. In acest caz, piesa este sprijinita de doua role, cu discul de rectificare, prelucrand diametrul interior, iar roata de presiune intra in contact cu diametrul exterior al piesei. In aceasta situatie nu se poate produce avansul automat cu rectificarea continua fara centre deaoarece este nevoie de sprijinirea piesei. Oricum, avantajul principal este asigurarea concentricitatii intre suprafata interioara si cea exterioara si acest lucru este util pentru unele piese tubulare cum ar fi inelele exterioare si inelele interioare de la rulmenti.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2700
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved