| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
: TEHNOLOGIA DE ASAMBLARE PRIN LIPIRE
CAP. 1 NOTIUNI INTRODUCTIVE
CAP. 2 ASAMBLARE PRIN LIPIRE
2.1 LIPIREA MOALE
2.2 LIPIREA TARE
2.3 ASAMBLAREA PRIN INCLEIERE
CAP. 3 NORME DE TEHNICA SECURITATII MUNCII
CAP. 4 ANEXE
BIBLIOGRAFIE
CAPITOLUL 1
NOTIUNI INTRODUCTIVE
Prin lipire intelegem procedeul tehnologic de imbinare nedemontabila a doua sau mai multe piese, prin intermediul unor materiale de adaos, metalice sau nemetalice, care au proprietatea de a adera pe suprafetele de lipit, asigurand astfel, legatura necesara pentru satisfacerea rolului functional si a sigurantei in exploatare etc.
Spre deosebire de imbinarile prin sudura, cele prin lipire nu necesita incalzirea suprafetelor de imbinat pina la temperatura de topire sau plasticizare. De regula este adus in stare lichida numai materialul de adaos, pisele raminind la temperatura normala sau se incalzesc la temperaturi sub limita de transformare.
Imbinarile prin lipire cu materiale metalice sunt de doua feluri :
- lipituri moi, realizate cu aliaje metalice ale caror temperaturi de topire sunt sub 450C;
- lipituri tari, realizate cu aliaje metalice care se topesc la temperaturi mai ridicate, 450900C.
Lipiturile moi sunt folosite la industria electrotehnica, mecanica fina, instalatii, aparate si instrumente de laborator sau sanitare, industria conservelor etc.
Lipiturile tari sunt folosite la utilaje si instalatii chimice si navale, industria autovehiculelor, constructia sculelor aschietoare etc. Prin caracteristicile lor aceste lipituri sunt mai apropiate imbinarilor prin sudura.
Pentru lipiturile metalice moi se utilizeaza aliaje de lipit cu staniu si plumb STAS 96-73. Temperatura la topire a aliajului cu 20% staniu este de 219C iar a celui cu 90% staniu este de 266C.
Pentru lipiturile metalice tari se utilizeaza indeosebi alama de lipit STAS 204-68. Temperatura de topire a alamei este de 820.. .900C corespunzator compozitiei chimice. Pentru lipirea fontelor cenusii se obtin rezultate bune prin folosirea aliajului Monel Cu-Ni.
Tehnica moderna utilizeaza pe o scara tot mai larga lipirea cu adezivi sintetici. Adezivul inlocuieste in acest caz aliajul metalic pentru lipire. In prezent se pot imbina prin lipire cu adeziv aproape toate materialele metalice, materialele plastice, ceramice, lemn, cauciucul, sticla, betonul etc. In functie de materialul din care au fost executate piesele care urmeaza a fi imbinate se utilizeaza adezivi care evita cuplurile galvanice, amortizeaza socurile si vibratiile asigura o izolare fonica, electrica etc.
Imbinarile prin lipire cu adezivi se bazeaza pe fenomenul de adsorbtie. Adezivul aplicat pe suprafata de lipit stabileste un contact relativ direct cu straturile marginale ale moleculelor de la suprafata pieselor de imbinat. Lipirea cu adezivi se poate realiza atit la rece (cu sau fara presare), cit si la cald (cu sau fara presare) corespunzator proprietatilor adezivului.
Fata de sudura, procedeul tehnologic de imbinare prin lipire are unele avantaje si anume:
- permite imbinarea unor piese din materiale diferite din punct de vedere al compozitiei chimice si al proprietatilor mecanice, precum si a unor materiale nesudabile;
- asigura o buna etansare si nu provoaca tensiuni remanente mari;
- lipirea se realizeaza fara incalzirea la temperaturi care sa provoace modificari ale structurii si proprietatilor mecanice;
- permite realizarea unor subansambluri cu forme complexe si de greutate minima fara a necesita prelucrari ulterioare;
- procedeu tehnologic mai simplu si mai ieftin.
Din dezavantaje se mentioneaza :
- controlul capacitatii portante este dificil, iar incercarile prin distrugerea imbinarii nu sunt totdeauna concludente;
- rezistenta si siguranta in exploatare sunt mai putin certe decit in cazul imbinarilor sudate. Din aceasta cauza imbinarile prin lipire se utilizeaza la sarcini mici si mijlocii ;
- aliajele metalice de lipire sunt deficitare, iar cele nemetalice (adezivi sintetici si chimici) nu au stabilitate la variatii de temperatura.
Cu toate avantajele pe care le ofera, utilizarea adezivilor in constructia de masini utilizarea acestui procedeu tehnologic este frinata de influenta considerabila pe care o are variatia temperaturii asupra rezistentei lipiturii. Lipiturile cu adezivi sintetici au dobindit insa o larga utilizare in aplicarea de placaje, executii de elemente stratificate, captuseli, elemente decorative etc. la care lipitura propriu-zisa este slab solicitata.
In functie de natura lor, adezivii pot fi utilizati pentru temperaturi de exploatare intre 20200C. Unii adezivi speciali permit extinderea intervalului de temperatura intre 90.. .350C. in tabelul din anexa 1 se prezinta unii adezivi si rezistenta lor la intindere si forfecare.
Calitatile imbinarii sunt in functie de respectarea tehnologiei de lipire si caracteristicile materialului cu care se realizeaza lipirea. In figurile din anexele 2 si 3 se reprezinta variatia eforturilor unitare in functie de lungimea de suprapunere a materialelor lipite si ca varfurile eforturilor sunt la extremitatile lipiturii, spre piesa care exercita tractiunea.
Aceste varfuri sunt cu atat mai mari cu cat modulul de elasticitate axial E al pieselor de imbinat este mai mare decat modulul de elasticitate transversal G al adezivilor.
Din
cele relatate rezulta ca pentru o anumita grosime a pieselor
exista o lungime optima de suprapunere. In figura din anexa 4, a se
prezinta dependenta valorii efortului unitar de forfecare de raportul
![]() denumit si
coeficient de imbinare. Daca se cunoaste efortul unitar limita
al adezivului conditia de rezistenta este satisfacuta
de relatia :
denumit si
coeficient de imbinare. Daca se cunoaste efortul unitar limita
al adezivului conditia de rezistenta este satisfacuta
de relatia :
![]()
in care coeficientul de siguranta c = 4 . . . 5 .
CAPITOLUL 2
ASAMBLARE PRIN LIPIRE
Asamblarea prin lipire este procedeul de realizare a imbinarii nedemontabile pentru piese metalice folosind un material de adaos in stare lichida.
Lipirea se bazeaza pe fenomenul fizic de fuziune a materialului de baza (piesa) cu aliajul de lipit.
La operatia de lipire se afla in stare lichida doar aliajul de lipit, deci cele doua materiale folosite (material de baza si aliajul de lipit) trebuie sa aiba temperaturi de topire diferite.
Asamblarile prin lipire (in urma carora rezulta lipiturile), in functie de temperaturile de topire a aliajului, se impart in:
- lipituri moi, la care temperatura de topire a materialului de adaos este mai mica de 450 C ;
- lipituri tari, la care temperatura de topire a aliajului este mai mare de 450 C.
Caracteristicile asamblarii prin lipire sunt:
se realizeaza intotdeauna cu material adaos;
compozitia materialului de adaos difera materialul care se lipeste;
incalzirea pieselor se face la temperatura de topire a aliajului de
lipit, deci mai mica decat temperatura lor de topire;
nu apar tensiuni termice in piese;
nu apar deformatii datorate incalzirii si racirii pieselor.
Metoda de lipire se alege in functie de materialele pieselor care se lipesc si de conditiile de functionare ale ansamblului.
2.1 Lipirea moale
Este folosita la piese supuse la presiuni si solicitari de valori mici pentru aparatura de laborator, radiatoare, legaturi electrice, tehnica de calcul.
Se realizeaza prin urmatoarele metode:
- cu ciocane de lipit;
- cu arzatoare cu gaz;
- prin rezistenta de contact;
- prin cufundare in aliaj de lipit.
Metoda de lipire se alege tinand seama de:
- materialul si dimensiunile pieselor;
- forma imbinarii;
- tipul aliajului de lipit;
- numarul de piese lipite;
- instalatiile de lipire existente.
Lipirea cu ciocane de lipit Ciocanele de lipit sunt folosite pentru transportul caldurii de ia sursa la locul de asamblare. Se executa din cupru deoarece acest material este un foarte bun conductor de caldura (fig. 1).

Fig. 1
Ciocanul de lipit se incalzeste in partea mai groasa si nu la varf pentru ca se poate arde. incalzirea se face la flacara unei lampi cu benzina, spirt sau petrol. Pentru a se evita incalzirea repetata se folosesc ciocane electrice la care incalzirea este continua.
Operatia de lipire se executa in urmatoarele etape:
- se ajusteaza piesele prin pilire, razuire, netezire abraziva;
- se acopera cu strat de flux folosind un tampon de calti sau o pensula de par;
- se incalzeste ciocanul de lipit;
- se cufunda ciocanul in solutie de clorura de zinc si apoi in clorura de amoniu (tipirig);
- se iau cu ciocanul una sau doua picaturi de aliaj de lipit, sau se pun bucatile de aliaj pe locul de imbinare deplasand incet si uniform ciocanul de-a lungul imbinarii;
- ciocanul nu se ridica de pe suprafata de lipit pana cand nu se umple cusatura;
- dupa intarirea aliajului de lipit si racirea lipiturii se poate spala cu apa si sapun pentru indepartarea
fluxului (numai acolo unde este prevazut de tehnologie).
Daca a fost folosit flux protector, aceasta operatie nu este necesara.
Lipirea cu arzatoare cu gaz. Este folosita la lipirea in locuri greu accesibile. Metoda consta in incalzirea piesei si a aliajului de lipit cu ajutorul unui arzator compus din doua tevi lipite prin care circula un gaz ce poate arde (acetilena, hidrogen, metan, butan, propan, gaze naturale) si aer.
Etapele de realizare ale lipiturii prin aceasta metoda sunt urmatoarele:
- pregatirea pieselor pentru lipirea prin curatire, degresare, prelucrarea marginilor;
- acoperirea acestora cu flux;
- incalzirea locului de lipire pana la temperatura de topire a aliajului;
- apropierea barei din aliaj de lipit acoperit cu flux de locul de imbinare;
- topirea aliajului de lipit si realizarea imbinarii.
Lipirea prin rezistenta de contact. Se realizeaza prin incalzirea locala folosind efectul termic al curentului electric si topirea aliajului de lipit asezat intre piesele care se asambleaza.
Instalatia folosita este prezentata in fig. 2
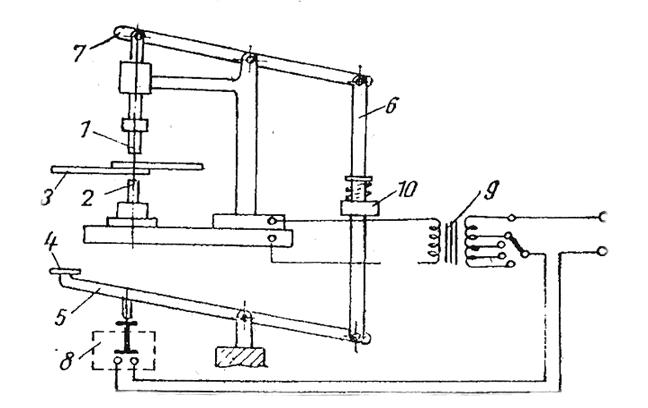
Fig. 2
Lipirea prin cufundare in aliaj de lipit in stare topita. Metoda se aplica la lipirea tevilor de radiatoare si la lipirea sculelor. Etapele parcurse la aceasta metoda de lipire sunt urmatoarele:
- curatarea mecanica a pieselor;
- degresarea;
- decaparea;
- fixarea in pozitia de asamblare;
- cufundarea in baia de flux in stare lichida;
- introducerea in baia de aliaj topit.
Pentru protectia locurilor ce nu trebuie acoperite cu aliaj de lipit se aplica acestor zone o protectie cu sticla solubila in amestec cu creta sau miniu de plumb.
2.2 Lipirea tare
Este folosita la lipirea pieselor supuse la presiuni si solicitari mai mari decat in cazul lipiturilor moi, pentru asamblarea tevilor si conductelor de apa, pentru conductele de ulei, aer comprimat, in instalatii chimice, precum si la lipirea sculelor aschietoare.
Printre metodele de realizare a lipiturilor tari amintim:
- lipirea cu flacara;
- lipirea in baie de saruri;
- lipirea in cuptor cu atmosfera controlata.
Lipirea cu flacara. Lipirea prin aceasta metoda se face parcurgand urmatoarele etape:
- ajustarea si curatarea suprafetelor ce trebuie lipite;
- acoperirea cu strat de flux a suprafetelor ce urmeaza a fi lipite (borax dizolvat in apa);
- legarea cu sarma a pieselor ce urmeaza a fi lipite pentru a nu se deplasa in timpul lipirii;
- se asaza piesele pe un suport (o caramida etc);
- se aplica pe locul cusaturii bucati de aliaj de topit;
- se incalzeste locul cusaturii cu lampa cu benzina sau cu flacara de la un arzator cu oxiacetilena pentru sudura, pentru topirea aliajului de lipit;
- racirea lenta in atmosfera a cusaturii;
- inlaturarea fluxului prin fierbere 15 minute in solutie de 10 % soda caustica, 5 % ulei mineral si 85 % apa;
- spalarea cu apa din abundenta;
- stergerea cu o carpa uscata;
- uscarea.
Lipirea in bai de saruri. Metoda este folosita pentru aliaje greu fuzibile. La aceasta metoda, piesele curatate si degresate se spala si se usuca bine, iar dupa asamblare sunt introduse in baia cu saruri topite. In aceasta situatie nu sunt necesare fluxuri, deoarece compozitia acestor bai asigura decaparea si protectia la incalzire a suprafetelor lipite. Aliajul de lipit se topeste si patrunde in locurile de imbinare. inainte de a introduce piesele in baie, ele sunt fixate in dispozitive ce asigura pozitia lor relativa.
Lipirea in cuptoare cu atmosfera controlata. La aceasta metoda de lipire se parcurg urmatoarele etape:
- pregatirea suprafetelor de lipit prin curatarea mecanica si decaparea suprafetelor;
- fixarea pieselor ce se asambleaza in pozitia dorita folosind dispozitive speciale;
- asezarea aliajului de lipit in locul de imbinare;
- introducerea in cuptorul incalzit la o temperatura cu 50-60 C mai ridicata decat temperatura de topire a aliajului de lipit; .
- introducerea in cuptor a gazului protector (oxid de carbon, gaz de antracit, gaze inerte, hidrogen) pentru a impiedica oxidarea suprafetelor;
- incalzirea si topirea aliajului pentru realizarea imbinarii.
2.3 Asamblarea prin incleiere
Asamblarile prin incleiere sunt asamblari nedemontabile ce se realizeaza folosind un adeziv interpus intre suprafetele pieselor care se asambleaza.
Asamblarea prin incleiere se poate face la cald sau la rece, cu sau fara presare.
Avantajele asamblarii prin incleiere sunt urmatoarele:
- tensiunile sunt distribuite uniform, fara concentratori de tensiune;
- sunt asamblari cu elasticitate buna, rezistente la indoire, socuri termice si vibratii;
- se pot folosi la o varietate mare de materiale;
- in anumite conditii, se obtin asamblari etanse;
- se pot asambla table sau materiale foarte subtiri, sub 0,5 mm;
- sunt bune izolatoare termice si electrice;
- sunt neutre din punct de vedere magnetic;,
- ansamblurile au greutate redusa;
- nu necesita temperaturi inalte la operatia de lipire.
Dintre dezavantaje pot fi enumerate:
- temperatura de regim este cuprinsa in general intre 80-120 C; ,
- timpul de realizare a asamblarii este relativ mare, mai ales pentru adezivii cu priza la rece;
- pentru adezivii cu priza la cald sunt necesare dispozitive de fixare-presare si surse de caldura;
- calitatea asamblarii depinde de respectarea stricta a tehnologiei;
- solutiile constructive sunt limitate datorita rezistentei scazute la desprindere prin cojire;
- controlul defectelor se poate face numai distructiv;
- necesita conditii speciale de protectie a muncii datorita toxicitatii adezivilor;
- la adezivi apare fenomenul de imbatranire in timp.
Procesul realizarii legaturilor prin incleiere se explica prin fenomenul de aderenta, care apare intre adeziv si suprafetele pieselor. Aceasta aderenta poate fi:
- de natura mecanica;
- datorata tensiunii superficiale;
- fortelor Van der Waals;
- datorata coeziunii interioare a straturilor de adezivi.
Materialul folosit la incleiere se numeste adeziv sau clei. El este format din:
- material de baza si liant;
-solvent;
- material de umplutura;
- catalizator.
Aceste materiale se pot prezenta sub forma de lichide, paste sau pulberi.
Adezivii se clasifica dupa urmatoarele criterii:
a) din punct de vedere aplicativ.
- adezivi structurali - pentru rezistenta mecanica buna;
- adezivi nestructurali pentru suprafete de lipire mari nesolicitate mecanic;
b) dupa temperatura de asamblare:
- cu priza la rece - se realizeaza la temperatura mediului ambiant, necesita dispozitive de fixare si au timp mare de uscare;
- cu priza ia cald - se usuca la anumite temperaturi si necesita dispozitive de incalzire;
c) din punct de vedere chimic:
- adezivi organici;
- adezivi anorganici;
-elastomeri;
- rasini termoplastice;
- rasini termorigide.
Tehnologia incleierii. Pentru o asamblare de calitate trebuie respectate operatiile recomandate.
In general, etapele ce trebuie parcurse pentru o asamblare prin incleiere sunt urmatoarele;
1. pregatirea suprafetelor - prin curatare chimica sau mecanica si asperizarea prin acelasi tip de metode ca la lipire;
2. pregatirea adezivului;
3. aplicarea adezivului - se face cu spaclul, pensula sau role, pentru unicate, iar pentru productia de serie mare prin pulverizare;
4. uscarea prealabila a stratului de adeziv;
5. asamblarea - suprapunere, montare in dispozitive de presare, incalzire in functie de recomandari;
6. curatarea asamblarii - prin stergere sau cu solventi;
7. controlul asamblari i- prin ciocanire, ultrasunete sau incercari distructive.
CAPITOLUL 3
NORME DE TEHNICA SECURITATII MUNCII
Pentru a evita aparitia accidentarilor in timpul lucrului si pentru realizarea operatiilor in conditii optime de precizie si siguranta trebuie respectate urmatoarele norme:
a) la nituire si asamblare prin presare
- se verifica cu atentie uneltele si sculele utilizate in procesul de fabricatie;
- uneltele de mana trebuie folosite in stare buna de lucru fara crapaturi si deformatii;
- presiunea aerului din ciocane sa fie corespunzatoare sculei. inainte de intrebuintare se va verifica cursa sculei, iar capuitorul va avea obligatoriu dispozitiv de protectie contra iesirii;
- daca nituirea se executa la cald, trebuie folosit echipamentul de protectie iar introducerea niturilor in gauri se face numai cu ajutorul clestilor;
- vor fi indepartate din zona nituirii la cald materialele inflamabile si obiectele mari ce impiedica desfasurarea procesului tehnologic;
- muncitorii vor purta sorturi din piele si isi vor proteja urechile cu antifoane iar in lipsa acestora cu vata introdusa in urechi. Zgomotul produs in sectiile de nituire duce in timp la pierderea acuitatii auditive;
- muncitorii vor purta manusi de protectie si vor respecta toate normele impuse de exploatarea dispozitivelor si utilajelor.
La operatiile de presare cele mai frecvente accidente constau in prinderea mainilor muncitorului.
Acestea se datoresc urmatoarelor cauze:
- pornirea neasteptata a masinii datorita actionarii din greseala a manetei sau pedalei de pornire;
- introducerea sau scoaterea piesei in timp ce presa lucreaza.
b) la lipire
- pastrarea si manipularea substantelor se va face cu mare atentie;
- se vor utiliza manusi de protectie pentru protejarea manilor;
- acizii se pastreaza in vase de sticla cu dopuri etanse asezate in cosuri impletite;
- ciocanele de lipit se incalzesc in locuri special amenajate;
- cand se executa lipirea cu flacara se folosesc ochelari de protectie.
c) la sudare
- sudorii trebuie sa cunoasca modul de manipulare al utilajului de sudare, procesul tehnologic si normele de protectia muncii;
- pentru a evita electrocutarea tensiunile de mers in gol ale surselor de curent pentru sudare nu trebuie sa depaseasca 80 V;
-carcasele aparatelor, dispozitivelor si constructiilor care se sudeaza trebuie sa fie legate la pamant;
- nu se vor folosi conductori improvizati, cu contacte si legaturi slabite si necorespunzatoare intensitatii curentului electric;
- port electrodul va fi izolat iar resturile de electrozi indepartate imediat ce operatia a fost incheiata;
- sursele de curent electric se scot de sub tensiune chiar si in pauzele de lucru;
- in timpul lucrului se vor purta manusi izolante iar daca se lucreaza pe sol umed se vor folosi covoare din cauciuc;
- in zona de lucru vor fi indepartate materialele inflamabile pentru a indeparta pericolul izbucnirii incendiilor;
- pentru ca emisia de raze ultraviolete este periculoasa pentru ochi si pentru piele se va folosi echipament de protectie format din masti si ecrane, manusi, sorturi si jambiere din piele sau azbest;
- pentru protectia impotriva gazelor nocive si a fumului emis in timpul procesului tehnologic atelierul trebuie prevazut cu o buna ventilatie si aspiratie locala;
- carbidul se depoziteaza in incaperi Uscate, iluminate si incalzite din afara evitanduse orice sursa de apa, umiditate sau foc pentru a evita pericolul de explozie;
- buteliile de oxigen se manipuleaza cu grija, evitandu-se lovirea, trantirea sau incalzirea lor peste 50 C precum si evitarea contactului lor cu orice urma de grasime pentru a nu apare pericolul exploziei; '
- la terminarea lucrului acetilena care este formata va fi evacuata in atmosfera;
- nu este permisa deplasarea, urcarea sau coborarea cu arzator aprins si cu tuburile de cauciuc purtate sub brat sau pe umeri;
- nu este permisa sudarea pieselor cu grasimi si vopsele pe linia de sudare, curatirea, de fiecare parte a rostului, trebuie facuta pe o latime de cel putin 100 mm. Pentru sudarea rezervoarelor in care au fost depozitate substante inflamabile, acestea vor fi curatate cu abur suflat.
CAPITOLUL 4
ANEXE
ANEXA 1

ANEXA 2

ANEXA 3

ANEXA 4

 ANEXA 5
ANEXA 5
BIBLIOGRAFIE
1. Drobota V. , Atanasiu M. , Stere N. , Manolescu N. , Popovici M. , Organe de masini si mecanisme manual pentru licee industriale si agricole, clasele a X-a, a XI-a, a XII-a si scoli profesionale, Editura didactica si pedagogica, R.A., Bucuresti, 1993.
2. Paizi Gh. , Stere N. , Lazar D. , Organe de masini si mecanisme, Manual pentru subingineri, Editura didactica si pedagogica, Bucuresti, 1980.
3. Mladinescu T. , Rizescu E. , Weinberg H. , Orane de masini si mecanisme, Editura didactica si pedagogica, Bucuresti, 1972.
4. Resetov D.N. , Organe de masini, Editura tehnica, 1963.
5. Draghici I. , Chisu E. , Jula A. , Preda L. , Organe de masini, Culegere de probleme, Editura tehnica, Bucuresti, 1975.
6. Aldea M. , Buzdugan Gh. , Cernea E. , Organe de masini, Editura tehnica Bucuresti, 1953.
7. Stere N. , Organe de masini, Manual pentru licee industriale anii II-III-IV, scoli profesionale, de maiestri si de specializare postliceala, Editura didactica si pedagogica, Bucuresti, 1977.
8. Paizi Gh. , Stere N. , Lazar D. , Organe de masini si mecanisme, Editura didactica si pedagogica, Bucuresti, 1980.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1239
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved