| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
VOPSIREA PRIN ELECTRODEPUNERE
Elecrodepunerea este predominanta ca metoda de grunduire a caroseriilor de automobile, si foarte raspândita în finisarea pieselor mici pentru aparatura electrocasnica si autovehicule [2].
Avantajele procedeului de vopsire prin electrodepunere sunt :
Dintre dezavantajele acestui procedeu se pot mentiona :
Elecrodepunerea la anod (anaforeza) s-a aplicat industrial pentru prima data în 1963 de firma Ford iar cataforeza (electrodepunerea la catod) în 1975, în Europa în 1978 de firma Chrysler-Talbot [2].
Acest procedeu de aplicare a vopselelor utilizeaza o baie de imersie în care se afla grundul sau vopseaua solubila în apa la un continut de substane solide de 10-15% (rareori ceva mai mare), în stare ionizata).
Grundul, respectiv vopseaua, este formata din particole solide (pigmenti si materiale de umplutura) dispersate în solutii de rasini solubile în apa ionizabile. În acesta baie se introduce obiectul metalic care trebuie vopsit si care îndeplineste functia de anod (în cazul anaforezei) sau de catod (în cazul cataforezei) celalalt elecrod fiind fie peretele baii de imersie fie un electrod special construit (din otel înoxidabil, grafit, etc.) asezat sau nu într-o celula poroasa de analiza. La aplicarea unei tensiuni electrice de 100-400V, ionii de vopsire se deplaseaza spre obiectul care trebuie vopsit. În timpul electrodepunerii au loc trei fenomene electrice principale :
Reactiile si procesele care au loc în timpul electrodepunerii anodice sunt :
La anod :
a) dizolvarea anodica a metalului

Faptul ca baia este slab alcalina sau neutra conduce la o pasivare rapida a fierului, dizolvarea anodica ramânand destul de redusa ca importanta dar suficienta ca sa impurifice stratul de vopsea depus de metal;
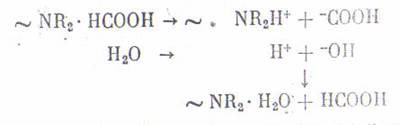
b) electroliza apei
![]()
c) oxidarea fierului dizolvat cu oxigenul, nascând format, determina formarea fier uluitrivalent. Totodata poate avea loc si oxidarea substantei peliculogene depusa sau existenta în baie. Produsele de oxidare pot impurifica baia de electrodepunere ca si produsele de decarboxilare ;
e) tot la anod are loc electroendosmoza respectiv expulzarea apei din stratul de vopsea depus astfel încât acesta la iesirea din baie nu mai contine decât 3-5% apa ceea ce reduce consumul de energie la uscare.
La catod :
a) refacerea bazei cu care a fost neutralizata rasina acida si care se acumuleaza în celula de dializa în care este fixat catodul sau în baie daca nu exista celula de dializa ;
b) eliberarea de hidrogen.
Reactiile si procesele care au loc în timpul cataforezei sunt :
La catod :
a) formarea de ioni OH prin electroliza apei si eliminarea de H2 gazos;
b) migrarea particulelor de vopsea (pigmenti dispersati în rasina sintetica ionizata) NR2+H ;
c) reactia dintre ionii de rasina sintetica si ionii hidroxili cu formarea rasinii sintetice insolubila în apa care se coaguleaza pe catod împreuna cu pigmentii pe care ii umecteaza si antreneaza.

La anod :
a)formarea de ioni H+ prin electroliza apei si eliminarea de oxigen gazos

b) migrarea anionilor acizi formati prin ionizarea grundului solubil în apa prin membrana celulei de dializa ;
c) reactia anionilor acizi cu ionii de hidrogen si formarea de acid liber care se acumuleaza în interiorul celulei de dializa de unde este elimînat prin pompare.
Cauza pentru care electrodepunerea la anod a fost prima utilizata industrial si este înca majoritara a fost aceea a disponibilitatilor rasinilor sintetice anionice solubile în apa.
Desi principiul cataforezei este cunoscut, el nu a putut fi utilizat decât dupa aparitia rasinilor cationice care au o structura chimica mai complexa si mai greu de obtinut industrial.
În cataforeza spre deosebire de anaforaza este evitata dizolvarea anodica a metalului support sau a stratului de fosfatare ceea ce permite reducerea stratului depus (inclusiv a stratului de fosfat) pentru a obtine acelasi efect de protectie anticoroziva, dar temperatura de reticulare este ceva mai ridicata.
De asemenea, oxidarea rasinii pe substrat (în acest caz câtodul), nu este posibila deoarece nu exista oxigen nascând la catod si nici stratul de pasivare (fosfatul de zinc sau mangan) nu este atacât în jurul câtodului existând un mediu alcalin ceea ce contribuie la cresterea rezistentei la coroziune a sistemului si la folosirea de strasturi mai subtiri de fosfat.
Acidul utilizat la neutralizarea rasinii cationice (de obicei acid formic sau acid acetic) trebuie evacuat din baie prin intermediul celulelor de dializa care înconjoara anozii pe când la anaforeza baza se poate acumula si în baie fara a influenta în rau stabilitatea produsului existent.
Dat fiind ca la cataforeza se lucreaza în mediu slab acid, o serie de instalatii trebuiesc construite din materiale acide mai scumpe pe când la anaforeza se lucreaza în mediu alcalin.
Rezistenta la coroziune a stratului de grund câtaforetic este superioara la aceeasi grosime aceluia de grund anaforetic însa din cauza caracteristicilor sale mecanice mai slabe (elasticitate, flexibilitate) el trebuie în orice caz aplicat în strat mai subtire ceea ce compenseaza pretul sau mai ridicat [2].
Pentru anaforeza se folosesc mai ales liantii oligomeri carboxilici solviti într-o cantitate redusa de solventi hidrofili si apoi neutralizati cu amine si astfel solubilizate în apa si mai ales :
În cazurile în care baza aminica se acumuleaza în imersie, alimentarea acesteia pe masura consumului, se face cu produs acid care se neutralizeaza si solubilizeaza în apa cu excesul de baza aminica din baie. În cazul în care baza este colectata în celule de dializa si evacuata, alimentarea baii se face pe masura consumului cu produs neutalizat.
Reticularea stratului depus are loc la cald, la temperaturi de 160-1800C prin reactii între grupele active carboxil, hidroxil, metiloeter, formându-se lanturi metilenice, metileneter, ester.
Rasinile folosite la producerea grundurilor aplicabile prin cataforeza sunt oligomeri care sunt solubili sau usor dispersabili în apa în medii acid, neutru sau slab alcalin dar sunt însolubile în apa în medii puternic alcalin asa cum se formeaza în zona câtodului (pH ≥ 10).
Astfel, rasinile aminice solubilizate cu acizi organici, se ionizeaza si devin însolubile în mediu alcalin puternic.
În cataforeza, singura sursa de coagulare a ionilor rasinii sunt ionii OH si nu mai intervin ca în cazul anaforezei ionii de metal rezultati prin dizolvarea anodica si nici reactiile de oxidare cu oxigen nascând.
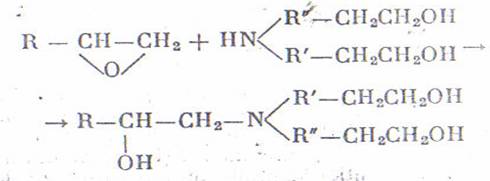
Astfel, se pot folosi rasini epoxidice modificate cu amine secundare :
sau copolimeri acrilici în care unul din monomeri contine o grupa amino (de exemplu acrilat de 2 N,N dimetilamînoetil)

De asemenea, se mai pot folosi :
produse de reactie dintre diizocianati si alcoolamîne ca de exemplu :
O
||
NCOCH2CH2OHCH2CH2 O C NH R NCO
⁄ ⁄ ⁄
R + N R' → N R'
NCO CH2CH2OH CH2CH2 O C NH R NCO
||
O
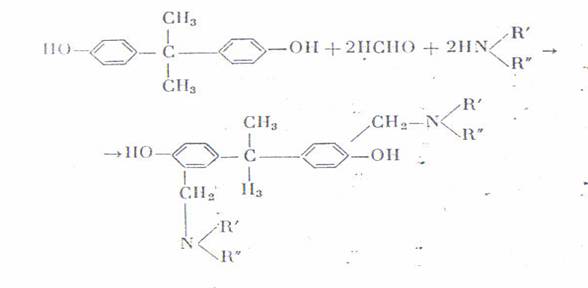
sau baze tip Mannich obtinute din polifenol formaldehida si amine secundare :
sau poliamino-amide sau amide:

Reticularea acestor produse dupa depunerea lor prin cataforeza nu poate avea loc prin reactii de eterificare aratate la anaforeza si care sunt catalizate acid si nu au loc în mediu alcalin. Ea se face prin reactii ca aceea dintre grupari - NCO ale fragmentelor de diizocianati si grupele hidroxil din oligomer. Pentru a evita aparitia reactiei în grund înainte de electrodepunere, gropele NCO libere sunt în prealabil blocate prin reactie cu alcooli înferiori (de exemplu toluilendiizocianat blocat cu alcool 2 etilhexanol, lactame, cetoxime, etc.) [3].
La temperatura de reticulare (de obicei 180-2000C) produsul blocat se scîndeaza facând grupele NCO libere si agentul de blocare care se evapora.
Grunduirea cataforetica se dezvolta din ce în ce mai mult mai ales în industria automobilelor. Apar mereu noi tipuri de rasini sintetice câtaforetice care asigura rezistente sporite în exploatare (atât ca stabilitate a baii de vopsire cât si ca rezistenta a peliculei).
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 376
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved