| CATEGORII DOCUMENTE |
| Alimentatie nutritie | Asistenta sociala | Cosmetica frumusete | Logopedie | Retete culinare | Sport |
DOCUMENTE SIMILARE |
|
TERMENI importanti pentru acest document |
|
| : | |
TURNAREA - RESTAURARILE PROTETICE FIXE
Obiectivul principal al turnarii este obtinerea unei piese metalice cat mai precisa, identica cu macheta. Fidelitatea turnaturii va trebui sa ia in consideratie:
- contractia machetei de ceara, in medie 0,5% linear, in functie de modul de prelucrare al cerii,
- contractia aliajului topit la solidificarea lui, intre 1,25-1,8 %, in functie de compozitia aliajului,
- modificarile de volum ale masei de ambalat: dilatarea totala ( suma rezultata din dilatarea de priza, dilatarea higroscopica si dilatarea termica.
Turnarea este pregatita prin aducerea tiparului la temperatura de topire a aliajului, in urma trecerilor succesive a machetei ambalate din cuptorul de preancalzire, in cuptorul de incalzire. Poate incepe la aproximativ o ora de la priza masei de ambalat, indiferent de tipul masei de ambalat folosite. In cuptorul de preancalzire, temperatura creste lent de la 0-2000C. Aici incepe dilatarea termica, se topeste si se arde o parte din ceara machetei si se evapora partial apa din masa de ambalat. In cuptorul de incalzire temperatura creste de la 200- 8000C. Se definitiveaza dilatarea termica, se arde complet ceara, obtinandu-se tiparul, se usuca complet tiparul.
Topirea aliajului se poate realiza in palnia tiparului sau la distanta, intr-un creuzet refractar, sursa de caldura fiind flacara obtinuta prin arderea gazelor sau curentul electric.
Topirea cu flacara. Natura gazului si proportia intre gaz si aer in amestecul ars influenteaza temperatura flacarii. Pentru aliajele nobile, in confectionarea RPF se foloseste cel mai frecvent amestecul de gaz metan/aer. Temperatura flacarii este de 1000-15000 C. Aliajele pe baza de paladiu, aliajele de aur pentru metalo-ceramica si unele aliaje nenobile, care necesita o temperatura de topire mai ridicata, utilizeaza flacara obtinuta din amestecul gazului natural (metan, propan, butan) cu oxigenul. Rezulta o temperatura de 15000C. Din amestecul acetilena/oxigen/aer rezulta o flacara ce genereaza o temperatura ridicata, de aproximativ 38000 C, ce se foloseste pentru aliaje inoxidabile de tip Cr-Co, Cr-Ni.
Flacara prezinta mai multe zone:
- conul de langa arzator (pistol) corespunde zonei de amestec a gazului cu aerul inainte de combustie (zona rece),
- conul urmator (de culoare verde ) este zona de combustie. Avand efect oxidant nu trebuie sa ajunga la aliaj (zona oxidanta),
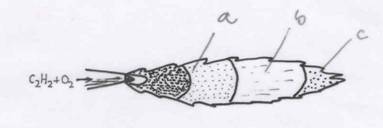 - conul albastru, reprezinta zona de
reducere (zona reductoare); are temperatura cea mai ridicata cu care
trebuie realizata topirea aliajului. Este inconjurata de oxigenul din aer,
(figura 38).
- conul albastru, reprezinta zona de
reducere (zona reductoare); are temperatura cea mai ridicata cu care
trebuie realizata topirea aliajului. Este inconjurata de oxigenul din aer,
(figura 38).
Fig.38 Zonele flacarii
a) zona rece b) zona oxidanta c) zona reductoare
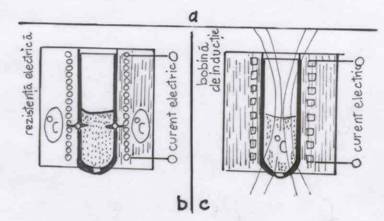
Topirea electrica. Are marele avantaj al unui control riguros si permanent in ce priveste temperatura dezvoltata. Permite topirea aliajului in atmosfera de gaze inerte (heliu, argon, xenon), facand imposibila degradarea acestuia prin oxidare. Topirea curenta a aliajului se face intr-un creuzet din material refractar (in afara palniei de turnare a tiparului). Curentul electric poate dezvolta temperatura de 15000 C, folosind-se efectul lui Joulle-Lentz. Curentul electric de inalta frecventa (CIF) este folosit ca sursa de energie la aparatele moderne de turnat dezvoltand o temperatura de 30000C, (figura 39)
Introducerea aliajului topit in tipar se poate realiza datorita greutatii proprii (turnare statica), prin forta centrifuga (orizontala, verticala), prin vacuum/presiune sau cu ajutorul fortei pneumatice.
Dupa racirea lenta a metalului (inconjurat de masa de ambalat) se face dezambalarea, obtinandu-se RPF (in cazul lucrarilor total metalice) sau componenta metalica (in cazul RPF mixte). In cazul RPF realizate prin tehnologia din elemente separate, in urma turnarii rezulta elementele de agregare (retentorii) si respectiv intermediarii (corpul de punte). Obtinerea structurii metalice in acest caz, se realizeaza dupa solidarizarea componentei metalice a elementelor de agregare, de componenta metalica a intermediarilor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2672
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved