| CATEGORII DOCUMENTE |
| Alimentatie nutritie | Asistenta sociala | Cosmetica frumusete | Logopedie | Retete culinare | Sport |
COLEGIUL TEHNIC DE INDUSTRIE ALIMENTARA
DUMITRU MOTOC BUCURESTI
PROIECT DE DIPLOMA
TEMA PROIECTULUI :
TEHNOLOGIA FABRICARII
'PAINII ALBE LA TAVA DE 0,400 g'
1. MEMORIU JUSTIFICATIV
2.SCHEMA DE FABRICATIE A
PAINII ALBE LA TAVA 0,400kg




![]()
![]()
![]()
|
|
|
Pregatire tavi |
Pregatirea materiilor prime si
auxiliare![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
|
|
![]()
![]()
![]()
|
|
![]()
|
|
![]()
|
Fermentarea aluatului |
![]()
![]()
|
|
|
|
|
|
|
|
|
Dospirea finala |
![]()
|
Coacerea |
![]()
|
|
|
|
|
|
|
|
|
Painea alba la tava |
3. PROCES TEHNOLOGIC
3.1. RETETA DE FABRICATIE
|
Materiile prime si regimul tehnologic |
Cantitati pentru o sarja de 100 kg de faina (minimum 135 kg de produs) |
Cantitati pentru 300 kg produs (250 buc) |
||
|
Total |
Din care la : |
|||
|
maia |
aluat |
|||
|
Faina alba de grau, kg Drojdie comprimata, kg Sare, kg Zahar, kg Apa, l, aproximativ Maia matura (bas), care apoi se retine, kg | ||||
|
Durata framantarii, min Durata fermentatiei, min Temperatura semifabricatelor, Durata reframantarii, min, aproximativ Aciditate, grade Durata dospirii finale, min Aciditatea bucatilor de aluat Durata coacerii : - in cuptor de caramida. min - in cuptor damf sau mechanic, min Tmperature de coacere , |
8 - 10, in functie de tipul malaxorului si calitatea fainii 1 , in functie de calitatea aluatului, dupa 15-20 min de fermentatie 30 - 35, in mediu cu temperatura de 35. |
|||
3.2. MATERII PRIME SI AUXILIARE
Materiile prime si auxiliare au un rol bine precizat la fabricarea painii prin compozitia lor asigurandui un anumit continut in substante valoroase din punct de vedere alimentar, gust si aroma, iar prin insusirile tehnologice pe care le au influenteaza asupra modului in care se desfasoara procesul de fabricatie .
FAINA
Faina reprezinta materia prima de baza,care intra in cea mai mare proportie in componenta produselor de panificatie si fainoase. Se utilizeaza in principal pentru paine faina alba de tip 650.
Caracteristici senzoriale
|
Caracteristici |
Faina alba |
|
Culoare-aspect |
alb-galbuie cu nuoanta slab cenusie si fine particule de tarate |
|
Miros |
Placut, specific fainii, fara miros de mucegai, de incins sau alt miros strain |
|
Gust |
Normal, putin dulceag, nici amar, nici acru, fara scrasnet la mestecare (datorita impuritatilor minerale : pamant, nisip, etc) |
Caracteristici fizico-chimice
|
Caracteristici |
Faina alba |
|
Umiditatea , % max | |
|
Aciditate , grade | |
|
Continutul de gluten umed , % min | |
|
Indice de deformare al glutenului mm | |
|
Continutul de cenusa insolubila in acid clorhidric 10% , % max | |
|
Continutul e cenusa raportat la substanta uscata , % |
max 0,65 |
|
Continutul de substante proteice raportat la substanta uscata, % min |
COMPOZITIA CHIMICA A FAINII
Principalii componenti chimici ai fainii sunt : glucidele, substantele minerale,lipidele, vitaminele, enzimele, grasimile.
Glucidele sunt substante chimice ternare, formate din C,H SI O.Ele au propietatea de a fi dulci sau de forma substante cu gust dulce.Principalele glucide sunt : amidonul, zaharurile simple si celuloza.
Amidonul este in proportie de peste 75% in
faina alba. Componentele amidonului, amilaza si amilopectina, au structura si
unele propietati diferite.Granulele amidonului de grau contin 17-19% amilaza ,
restul fiind amilopectina, aceasta alcatuire conferind amidonului propietati
coloidale importante si anume : in mediu umed la temperatura de ![]() C granulele de amidon se se hidrateaza,iar la
C granulele de amidon se se hidrateaza,iar la ![]() C se umfla datorita absorbirii pe cale osmotica
a apei ; la peste
C se umfla datorita absorbirii pe cale osmotica
a apei ; la peste ![]() C incepe gelifierea, proces in care amiloza se dizolva in apa
si formeaza o solutie coloidala, iar amilopectina absoarbe o mare cantitate de
apa, rezultand un clei de amidon a carui consistenta variaza in functie de
cantitatea de apa folosita.
C incepe gelifierea, proces in care amiloza se dizolva in apa
si formeaza o solutie coloidala, iar amilopectina absoarbe o mare cantitate de
apa, rezultand un clei de amidon a carui consistenta variaza in functie de
cantitatea de apa folosita.
Amidonul are un rol
important in in procesul tehnologic de fabricare a painii deoarece in timpul
coecerii, la temperature de ![]() C granulele se umfla puternic, absorbind o mare cantitate de
apa existenta in aluat, iar apoi gelifica si contribuie astfel la formarea
miezului produselor. Amidonul mai are si importantul rol de a furniza zaharuri
fermentescibile, care servesc drept sursa pentru formarea dioxidului de carbon
necesar afanarii aluatului.
C granulele se umfla puternic, absorbind o mare cantitate de
apa existenta in aluat, iar apoi gelifica si contribuie astfel la formarea
miezului produselor. Amidonul mai are si importantul rol de a furniza zaharuri
fermentescibile, care servesc drept sursa pentru formarea dioxidului de carbon
necesar afanarii aluatului.
Celuloza, zaharoza si maltoza sunt glucide care se gasesc in faina alaturi de amidon. Acesti compusi preexistenti in faina iau parte directa la procesul de fermentatie alcoolica din aluat, pentru care se numesc zaharuri fermentescibile.
Protidele au insusiri coloidale deosebite, absorbind o mare cantitate de apa. In faina se gasesc gliadina si glutenina, ambele asimilabile, care in prezenta apei se umfla, formand o masa elastica, numita gluten.
In masa aluatului prepatat din faina de grau, glutenul formeaza un schelet tridimensional , care confera aluatului propietati reologice specifice, dandu-i elasticitate si extensibilitate.
Clasificarea fainurilor utilizate in panificatie, pe categorii de calitate, in functie de cantitatea si calitatea glutenului
|
Sortul de faina,cantitatea si calitatea glutenului |
Categoria de calitate a fainii |
||
|
Foarte buna |
Buna(medie) |
Satisfacatoare |
|
|
Faina alba : -cantitatea de gluten,% -calitatea glutenului, mm |
peste 30 | ||
Substantele minerale sunt cunoscute sub denumirea cenusa . Substantele minerale din faina au un rol important, contribuind la alcatuirea valorii alimentare a painii, iar in procesul tehnologic cu un continut ridicat permite obtinerea aluatului mai bine legat.
Grasimile (lipidele) se gasesc in proportie de sub 1% in faina alba. Acestea contribuie la imbunatatirea propietatilor reologice ale aluatului si a calitatii painii. In absenta lor, aluatul se formeaza mai greu si are elasticitate redusa.
Vitaminele, compusi organici cu structura complicata, avnd rol de catalizator in procesele metabolice,se gasesc in faina in cantitati mici.
Enzimele se gasesc in proportie mai mica in faina alba. Principalele enzime din faina sunt amilazele si proteazele. Prin hidroliza amilazele descompun amidonul in decursul fermentatiei aluatului, iar proteazele scindeaza proteinele - pana la aminoacizi.
Amilazele, conduc la formarea de zaharuri fermentescibile necesare fermentatiei in vederea afanarii aluatului. Continutul in amilaze al fainii conditioneaza volumul, porozitatea, aspectul miezului, culoarea cojii si aroma painii.
Proteazele inrautatesc insusirile aluatului, scazand consistenta si elasticitatea, intrucat glutenul este partial descompus.
INSUSIRILE TEHNOLOGICE ALE FAINII
Insusirile tehnologice ale fainii destinate obtinerii produselor de panificatie sunt urmatoarele :
- capacitatea de hidratare pentru formarea aluatului de consistenta normala
- puterea fainii
- capacitatea de a forma si retine gazele de fermentatie
Capacitatea de hidratare reprezinta insusirea fainii de a absorbi apa atunci cand vine in contact cu ea la prepararea aluatului.
Ea conditioneaza randamentul si calitatea produselor. Variaza in functie de urmatorii factori :
- cantitatea si calitatea glutenului
- finetea fainii, respectiv granulatia
- umiditatea fainii
Calitatea fainii albe se poate clasifica astfel :
- calitate foarte buna : peste 58% hidratare
- calitate buna (medie) : intre 54-58% hidratare
- calitate satisfacatoare : sub 54% hidratare
Putera fainii reprezinta acea insusire tehnologica de a forma aluat cu anumite propietati reologice (respectiv elastico-plastice) in decursul folosirii si pentru obtinera painii.
Capacitatea de a forma si retine gazele de fermentatie reprezinta o insusire de mare importanta a fainii, cu deosebire pentru aluatul care este supus afanarii pe cale biochimica, de aceasta capacitate depinzand volumul produselor si porozitatea miezului.
Formarea gazelor este conditionata de continutul fainii in zaharuri simple, precum si de actiunea fermentilor care descompun amidonul pana la zaharuri fermentescibile.
Retinerea gazelor de fermentatie in aluat depinde, in cea mai mare parte, de cantitatea si calitatea glutenului.
CONDITII DE DEPOZITARE
Faina se depoziteaza fie in saci, in care scop se se folosesc magaziile, fie neambalata (in vrac), folosindu-se silozurile.
Magazia de faina in saci consta dintr-o incapere care asigura urmatoarele conditii de depozitare :
- temperatura aerului de ![]() C,pe cat posibil constanta
C,pe cat posibil constanta
- o buna aerisire si lumina naturala suficienta, respectiv coeficient de luminozitate 0,12
- La asezarea stivelor in cadrul depozitului se tine seama de urmatoarele distante minime : intre stiva si perete 0,4 m, intre doua stive 0,75 m,daca nu se circula si 1,5-2,5 m, daca spatiul dintre stive este si spatiu de circulatie.
AFANATORII
La fabricarea produselor painii albe la tava se utilizeaza, in exclusivitate, afanatorii biochimici (drojdia) si afanatorii sarea, zaharul si apa tehnologica.
Drojdia pentru panificatie
Afanarea aluatului destinat painii
se face cu ajutorul drojdiei pentru panificatie, numita si drojdie comprimata.
Drojdia produce in aluat fermentatia alcoolica, cu degajare de ![]() , care afaneaza aluatul.
, care afaneaza aluatul.
Drojdia pentru panificatie reprezinta o aglomerare de celule de drojdii din specia Saccharomyces cerevisiea si se obtine in fabricile de spirt, prin fermentatia melasei de zahar, la care se adauga saruri nutritive.
Caracteristici organoleptice
|
Caracteristici |
Conditii de admisibilitate |
|
Tip comprimata |
|
|
Aspect |
masa compacta cu suprafata neteda, nelipicioasa |
|
Consistenta |
densa, trebuie sa se rupa usor |
|
Culoare |
ceusie, brun deschis cu nuanta galbuie, uniforma in masa. Se admite la suprafata un strat de max 1 mm grosime cu nuanta mai inchisa |
|
Gust |
caracteristic produsului, fara gust amar, sau alt gust strain |
|
Miros |
caracteristic, fara miros de mucegai, de putrefactie sau alt miros strain |
|
Corpuri straine |
lipsa |
Caracteristici fizico-chimice
|
Caracteristici |
Conditii de admisibilitate |
|
Umiditate, % max | |
|
Capacitate de dospire in aluat, min |
Drojdia comprimata se depoziteaza in spatii racoroase sau camere
frigorifice cu temperatura de ![]() C, special amenajate, sau in incaperi racoroase cu
temperatura de
C, special amenajate, sau in incaperi racoroase cu
temperatura de ![]() C, curate, bine aerisite, cu umiditate relativa a aerului de
75-80% si fara mirosuri patrunzatoare. Pt o buna pastrare, calupurile de
drojdie se scot din lazile de ambalaj si se asaza pe rafturi distantate spre a
se aerisi.
C, curate, bine aerisite, cu umiditate relativa a aerului de
75-80% si fara mirosuri patrunzatoare. Pt o buna pastrare, calupurile de
drojdie se scot din lazile de ambalaj si se asaza pe rafturi distantate spre a
se aerisi.
Receptia calitativa a drojdiei pentru panificatie consta in verificarea masei nete a lotului primit, a numarului de ambalaje si a masei nominale.
Sarea comestibila se utilizeaza la fabricarea painii albe la tava atat pentru a-i da gust, cat si pentru a-i imbunatati propietatile aluatului, facandu-l mai elastic.
Actiunea tehnologica a sarii in aluat se datoreste faptului ca exercita un efect de deshidratare asupra glutenului, fapt pentru care acesta devine mai compact, mai rezistent si cu o stabilitate mai buna.
Proprietati organoleptice
|
Tipul |
Sare marunta |
|
Gust |
Sarat fara gust strain |
|
Miros |
Lipsa |
|
Culoare |
Alba,se admit nuante cenusii |
|
Corpuri straine |
Nu se admit |
Sarea se pastreaza in depozite inchise si ferite de umezeala. Sacii cu sare se asaza in stive pe gratare din lemn, avand inaltimea de la pardoseala la 15-20 de cm.
Receptia sarii se face prin examen senzorial verificandu-se gustul, mirosul, culoarea si puritatea, prin metode stabilite pentru acest scop, iar cantitativ se verifica masa neta a ambalajelor din lotul primit.
Apa tehnologica rolul apei in aluat este dintre cele mai importante, deoarece in prezenta ei particulele de faina se hidrateaza si se formeaza glutenul, care conditioneaza obtinerea aluatului.
De asemenea, apa trebuie sa aiba o duritate cuprinsa intre 5 si 20 de grade.
Carateristici organoleptice
|
Miros, grade max | |
|
Gust, grade max |
Zaharul (zaharoza) reprezinta substanta dulce cea mai frecvent utilizat Folosit intr-o cantitate prea mare (peste 6%) la produsele afanate pe cale biochimica, zaharul - ca de altfel si celelalte substante dulci - participa la formarea melanoidinelor prin reactia Maillard, rumenind coaja produselor
Caracteristici organoleptice
|
Tipul |
Cristal |
|
Culoare |
Alb-galbui |
|
Aspect |
Cristale uscate nelipicioase, fara aglomerari |
|
Corpuri sraine |
Lipsa :se admit max 3 mg impuritati metalice |
|
Miros si gust |
Gust dulce, fara miros si gust strain |
Proprietati chimice si fizice
|
Tipul |
Cristal |
|
Zaharoza raportata la subst uscata % min | |
|
Substanta reducatoare, % max | |
|
Umiditate, % max | |
|
Cenusa, % max | |
|
Culoare raportata la substanta uscata, grade Stommer max | |
|
Solubiltate in apa |
Solutia 10% trebuie sa fie clara fara sediment |
Zaharul se depoziteaza in magazii uscate, curate si bine aerisite. Sacii cu zahar se asaza pe gratare de lemn.
3.3. OPERATII TEHNOLOGICE
a. Pregatirea mteriilor prime si auxiliare
Pregatirea fainii
Pentru pregatirea fainii se efectueaza urmatoarele operatii : - amestecarea loturilor de faina avand calitati diferite, spre a se obtine o masa de de calitate omogena pentru o perioada cat mai lunga de timp, astfel incat produsele fabricate sa aiba calitate superioara si cat mai constanta - cernerea, pentru indepartarea eventualelor impuritati care au patruns in faina dupa macinare si pentru afanarea prin aerisire, imbunatatirii conditiilor de fermentatie a aluatului.
Dupa pregatire se recomanda trecera fainii printr-o instalatie cu magneti, pentru separarea eventualelor impuritati metalice care nu au putut fi eliminate prin cernere sau a celor care nu au mai patruns in faina pe parcursul operatiilor de pregatire.
AMESTECAREA FAINII
In functie de dotarea tehnica a unitatilor de panificatie, amestecarea fainii se realizeaza prin alimentarea alternativa a cernatorului cu faina din saci provenind din diferite loturi .
La unitatile de panificatie avand capacitate medie, se foloseste timocul amestecator. Faina provenind din diferite loturi, introdusa in timoc pe la partea superioara, este antrenata de melcul vertical si si transportata in sus, in timp ce straturile laterale coboara. Prin aceasta circulare timp de 25-30 de min se realizeaza amestecarea fainii.
CERNEREA FAINII
Dupa amestecarea corespunzatoare faina se cerne in mod obligatoriu, prin trecerea ei printr-o sita metalica avand 7-8 ochiuri/cm. Prin aceasta cernere de control se indeparteaza eventualele impuritati, asigurandu-se puritatea fainii. Se utilizeaza cerenatorul vibrator.
Pregatirea afanatorilor
Drojdia
Inainte de folosire, drojdia comprimata se desface in apa calda, formandu-se suspensie, cu scopul de a se realiza o distributie uniforma a celulelor bacteriene in masa semifabricatului supus fermentatiei si in acest mod, o afanare uniforma a aluatului, respectiv a painii. Pentru preararea drojdiei se foloseste agitatorul mecanic simplu.
Sarea
Sarea se foloseste dizolvata, atit cu scopul de a se repartiza uniform in masa aluatului, cit si pentru eliminarea impuritatilor minerale pe care le contine uneori.
De obicei, se prepara solutia saturata de sare (concentratia circa 30g/100ml, corespunzand la densitatea de 1,2g/cm), care se filtreaza inainte de utilizare. Pregatirea sarii se face cu ajutorul dizolvantului ca agitator, sau utilizand o instalatie continua de dizolvat
Pentru prepararea sarii se foloseste dizolvatorul cu agitator.
Apa tehnologica
Apa tehnologica trebuie incalzita pana la o anumita temperatura, care
variaza de obicei intre ![]() C, in functie de temperature necesara pentru aluat, temperature fainii si
anotimpul de lucru.
C, in functie de temperature necesara pentru aluat, temperature fainii si
anotimpul de lucru.
Zaharul
Zaharul se dizolva in apa calda, in proportie de 1:4, iar solutia obtinuta se strecoara, pentru a se indeparta eventualele impuritati care au patruns in ambalajul cu zahar sau in vasul de dizolvare, in timpul executarii acestei operatii.
b. Dozarea materiilor prime si auxiliare
La fabricarea painii albe la tava se foloseste metoda bifazica (indirecta) aluat si maia.
Dozarea fainii. Pentru aplicarea corecta a retetei de fabricatie, dozarea fainii are un rol important, tinand seama de ponderea cu care aceasta intra in compozitia aluatului.
Dozarea portiilor de faina se face utilizand cantarul semiautomat. Acesta se utilizeaza in fabricile mari. El reprezinta un mijloc perfectionat care, pe de o parte, asigura precizia dozarii, iar pe de alta usureaza munca framantorului la framantare.
Dozarea drojdiei comprimate, sarii, , zaharului si a apei se face dozind fiecare materie in cantitatile prevazute in retetele pentru fabricarea produsului " painea alba la tava 0,400 kg/buc".
Se face prin masurarea fie cu vase simple, gradate, fie cu ajutorul unor instalatii semimecanice sau mecanizate. Instalatiile sunt dotate cu posibilitati de citire a volumului de lichid masurat si, eventual, a temperaturii acestuia (in cazul apei).
c. Framantarea aluatului
Framantarea reprezinta acea operatie tehnologica in urma careia se obtine, din materiile prime si auxiliare utilizate, o masa omogena de aluat, cu o anumita structura si insusiri reologice.
Procesele care au loc in aluat, in framantare. Procesele esentiale care au luat loc in framantare si care alcatuiesc baza principala insusirilor lui fizice pe care trebuie sa le aiba in in procesul tehnologic sunt: legarea apei si modificarea proteinelor.
Legarea apei in aluat reprezinta un proces complex, depinzand de propietatile coloidale ale proteinelor si amidonului - principalii componenti ai fainii.
Proteinele leaga apa in aluat in cea mai mare parte osmotic (75%) si in parte prin absortie. Apa legata osmotic provoaca umflarea gliadinei si a gluteninei si trecera lor in stare de gluten, pe cand apa legata prin absorbtie formeaza in jurul lanturilor proteice asa-zisele pelicule de hidratare.
Amidonul leaga principala masa a apei, in general, prin adsortie, in microcapilare. Intrucat, datorita structurii solide a amidonului, nu se pot lega osmotic cantitati inseminate de apa, granulele se maresc in mod neinsemnat la framantarea aluatului.
Modificarea proteinelor din aluat se produce ca urmare a transformarilor fizice si chimice pe care le sufera in cursul procesului de framantare.
Prin framantare se micsoreaza cantitatea de gluten ce poate fi spalat, intrucat, ca urmare a actiunilor mecanice, creste cantitatea de proteine solubile, deci si acelora care formeaza glutenul.
Din punct de vedere chimic, proteinele din aluat isi modifica structura si compozitia prin denaturare, in principal k urmare a descompunerii pe cale hidrolitica, sub actiunea unor acizi si enzime.
Regimul tehnologic al procesului de framantare. Regimul de framantare se refera la la durata framantarii si la temperatura pe care trebuie sa o aiba semifabricatul.
Durata framantarii, utilizand malaxoare obisnuite, cu doua viteze este in medie de 6-8 min la maia si 8-10 min la aluat.
In cazul utilizarii malaxoarelor cu viteza rapida, durata framantarii este de numai 2-3 min, iar la cele ultrarapide chiar de 30 sec, timp in care, sub actiunea intensa a organelor de framantare ale masinii, se formeaza structura optima a aluatului.
Temperatura semifabricatelor trebuie sa aiba in vedere scopul urmarit in fiecare stadiu de preparare a aluatului. Astfel la maia temperatura de 29-31C iar la aluat, urmarindu-se si si intensificarea fermentatiei, temperatura este de 31-33 C.
Controlul framantarii aluatului se face prin stbilirea momentului in care s-au obtinut insusirile optime, ceea ce se verifica dupa aspectul masei de aluat, cum si prin urmarirea duratei framantarii si a temperaturii aluatului. Se considera aluat framantat corespunzator aluatul care este omogen, bine format, uscat la pipaire, elastic, deprinzandu-se usor de pe bratul malaxorului si peretele cuvei in care s-a framantat.
Temperatura se verifica cu ajutorul termometrului, la sfarsitul framantarii.
d. Fermentatia aluatului
Una din fazele principale ale procesului de fabricatie a painii albe la tava este fermentarea aluatului. Fermentatia se face cu scopul de a se obtine aluat bine afanat, din care sa rezulte un produs bine crescut.
Procesele care au loc in timpul fermentatiei
Procese chimice care se refera, in primul rand la, la modificarea glucidelor -componente
Asupra proteinelor fermentatia exercita atat o actiune de modificare a retelei, in sensul slabirii scheletului glutenic cat si o crestere a garadului de solubilitate.
Modificarile proteinelor influenteaza favorabil capacitatea aluatului de a retine gazele de fermentatie, intrucat glutenul devina mai extensibil si elastic.
Procesele enzimatice sunt reprezentate in cea mai mare parte de amiloliza amidonului si de proteoliza glutenului.
Modul in care activeaza aceste enzime este de
mare importanta la prepararea aluatului. Astfel, ![]() transforma amidonul
formand mai multe dextrine si o
cantitate mica de maltoza. Dimpotriva,
transforma amidonul
formand mai multe dextrine si o
cantitate mica de maltoza. Dimpotriva, ![]() transforma amidonul in mai putine dextrine si mai multa
maltoza.
transforma amidonul in mai putine dextrine si mai multa
maltoza.
Procesele microbiologice care au loc in faza de fermentatie a aluatului se refera la inmultirea drojdiilor si a bacteriilor acidogene.
Regimul de fermentatie se refera la temperatura, durata si acidiate finala.
Temperatura la care are loc fermentatia
este de ![]() C pentru aluat. Durata fermentatiei este mai mare 120-150
min. la maia si 20-30 min la aluat.
C pentru aluat. Durata fermentatiei este mai mare 120-150
min. la maia si 20-30 min la aluat.
PRELUCRAREA ALUATULUI
Operatiile tehnologice care se executa in cazul fazei de prelucrare sunt:
-divizarea aluatului, prin impartirea acestuia in bucati de masa egala, prestabilita;
-premodelarea aluatului;
-predospirea aluatului;
-modelarea aluatului, prin care se obtine forma caracteristica a produselor;
-dospirea finala, care reprezinta ultima etapa a fermentatiei aluatului, in timpul careia se defineste structura porozitatii pe care o va avea produsul finit.
e. Divizarea aluatului
Din masa de aluat fermentat trebuie sa se separe bucati din care sa se obtina, dupa coacere si racire, produse de greutate prestabilita, tinandu-se seama de scazamintele in greutate care au loc la coacere si racire.

Divizarea se realizeaza, in cazul fabricarii painii, cu masini avand functionare continua. Cele mai utilizate masini de divizat sunt: masina de divizat cu camera si piston si masina cu camera de divizare.
f. Opereatia de premodelare
Aluatul se imparte in doua bucati, iar fiecare bucata se modeleaza rotund.
g. Predospirea aluatului
Aceasta opreatie se realizeaza prin mentinerea in stare de repaus, in conditii corespunzatoare de microclimat, a bucatilor de aluat dupa divizare sau premodelare.
Durata predospirii este de 5-8 min, intr-o atmosfera conditionata, avand
temperatura de circa ![]() C si umiditate relativa de 75%.
C si umiditate relativa de 75%.
Se foloseste predospitorul cu benzi suprapuse.
h. Modelarea aluatului
Operatia de modelare permite sa se obtina atat forma estetica ca a produsului, cat si o structura uniforma a miezului, prin eliminarea golurilor mari formate in timpul fermentatiei.
Prin modelare porii existenti in bucatile de aluat se fragmenteaza, iar bulele mari de gaze se distrug, formandu-se un numar sporit de pori, astfel ca structura porozitatii painii se imbunatateste mult. fiecare bucata se modeleaza sub forma de fitil dupa care cele doua fitile se impletesc si se aseaza in tava pregatita
h. Dospirea finala
Scopul principal al dospirii
finale este acumularea de ![]() , care conditioneaza volumul si structura porozitatii painii
albe la tava, insusiri influentate de intensitatea si dinamica formarii gazelor
de fermentatie si capacitatea aluatului de a le retine.
, care conditioneaza volumul si structura porozitatii painii
albe la tava, insusiri influentate de intensitatea si dinamica formarii gazelor
de fermentatie si capacitatea aluatului de a le retine.
Dospirea finala trebuie sa se
desfasoare intr-un mediu cald si umed, cu temperatura de ![]() C si umiditate relativa de 75-80%. aciditatea finala a
bucatii de aluat 3-3.5 grade.
C si umiditate relativa de 75-80%. aciditatea finala a
bucatii de aluat 3-3.5 grade.
Momentul in care aluatul a ajuns la optimul de fermentatie se stabileste atat prin verficari senzoriale de catre cocator sau maistrul de fabricatie, cat si la laborator, prin determinarea aciditatii. Senzorial, se verifica volumul si propietatile fizice ale aluatului, optimul fiind considerat atunci cand bucata este dezvoltata si moale la pipaire,elastica, iar prin apasarea usoara cu degetele pe suprafata urmele formate dispar treptat.
Pentru dospire se foloseste dospitorul tip dulap.
i. Coacerea aluatului
Dupa ce bucatile de aluat au dospit corespunzator, sunt supuse coacerii in timpul careia, datorita caldurii cuptorului, aluatul se transforma in produs finit. In procesul tehnologic, coacerea reprezinta cea mai importanta faza, intrucat aceasta produce schimbarea materiilor prime si auxiliare utilizate la prepararea aluatului, in produs comestibil.
Regimul de coacere
Dupa ce bucatile de aluat au dospit corespunzator, sunt supuse coacerii in timpul careia, datorita caldurii cuptorului, aluatul se transforma in produs finit. In procesul tehnologic, coacerea reprezinta cea mai importanta faza, intrucit aceasta produce schimbarea materiilor utilizate la prepararea aluatului, in produs alimentar comestibil.
Coacerea aluatului reprezinta un proces hidrotermic complex, determinat de macanismul deplasarii caldurii si umiditatii aluatului supus coacerii.
Concomitent cu acest proces de baza, transformarea aluatului in produs finit comporta o serie de modificari fizice, coloidale, biochimice si microbiologice, care se desfasuara in cimpul de temperatura a camerei de coacere.
Spoirea bucatilor de aluat contribuie la formarea luciului cojii produsului, cit si la ameliorarea elasticitatii suprafetei aluatului, mai ales in cazul cind dospirea finala s-a efectuat in atmosfera insuficient de umeda sau in curent de aer, care a produs uscarea suprafetei bucatilor de aluat si formarea crustei.
Un astfel de aluat introdus ca atare in cuptor da nastere la produse cu multe crapaturi la coaja si volum redus.
Procesele care au loc in aluatul supus coacerii:
Coacerea aluatului reprezinta un proces hidrotermic complex, determinat de mecanismul deplasarii caldurii si umiditatii aluatului supus coacerii.
- Incalzirea aluatului. Datorita temperaturii ridicate din camera de coacere a cuptorului se produce schimbul de caldura intre bucatile de aluat si elementele incalzite ale cuptorului. Incalzirea aluatului este procesul care reprezinta principala cauza a tuturor celorlalte procese si modificari care au loc la coacerea produsului.
- Modificarea amidonului. In procesul de coacere amidonul din aluat sufera cele mai mari transformari, principalele fiind degradarea termica si degradarea enzimatica.
- Gelifierea constituie un fenomen endotermic, cosumul de caldura folosit la distrugerea structurii micelare interioare a granulelor si divizarea acestora in micele singulare sau grupe de micele mai mult sau mai putin mari. Prin gelifiere amidonul absoarbe atat apa de hidratare proprie cat si apa de hidratare pusa in libertate prin coagularea proteinelor.
- Modificarea proteinelor. In timpul coacerii, datorita incalzirii, proteinele din aluat sufera modificari prin denaturare, care sunt profunde in momentul cand incepe formarea miezului produsului. S-a determinat ca la aceasta temperatura se reduce brusc solubilitatea proteinelor si anume cu peste 37%, in comparatie cu solubilitatea la 30sC.
- Formarea culorii cojii, ca rezultat al interactiunii de oxidoreducere a zaharurilor nefermentate din aluat si a produselor de desconpunere a proteinelor, formandu-se prin reactia Maillard, produse numite melanoidine. Faina cu putere redusa de fermentatie conduce la obtinerea de produse avand culoare deschisa. Pentru corectarea acestui defect se adauga la prepararea aluatului zahar.
- Formarea aromei si a gustului, ca urmare a continuarii unor transformari chimice petrecute inca din faza de fermentatie a aluatului, in urma carora rezulta, pe langa alcool etilic, o serie foarte mare de substante. Formarea unei cantitati suficiente de substante aromatice este conditionata de stadiul anterior de fermentatie a aluatului, coacerea corecta, forma si marimea produselor.
- Pentru obtinerea cojii rumene si crocante restul procesului de coacere trebuie sa se desfasoare in mediul uscat, o astfel de coaja reprezentand garantia unei arome complete a produsului.
- Modificarea activitatii microflorei fermentative si a drojdiei din aluat.
j. Umezirea (spoirea) aluatului
Umezirea bucatilor de aluat contribuie la formarea luciului cojii painii albe la tava, cat si la ameliorarea elasticitatii suprafetei aluatului, mai ales in cazul cand dospirea finala s-a efectuat in atmosfera insuficient de umeda sau in curent de aer, care a produs uscarea suprafetei bucatilor de aluat si formarea crustei
k. Depozitarea si pastrarea painii
Painea coapta se colecteaza cu ajutorul benzilor de transport sau folosind masa de receptie si se asaza in rastele sau ladite, care se trimit in depozit, unde se pastreaza in conditii de igiena maxima, pana se expediaza la centrele de desfacere.
Depozitarea urmareste doua scopuri principale : racirea produselor in conditii optime si pastrarea calitatii lor pe o anumita durata, pana ce sunt livrate in reteaua comerciala.
Principalele conditii pentru pastrarea produselor in depozite sunt urmatoarele :
-
temperatura de 18-20![]() C, cat mai uniforma, fara a fi influentata de sursele de
caldura din interiorul unitatii de productie sau sau de cele din exterior
C, cat mai uniforma, fara a fi influentata de sursele de
caldura din interiorul unitatii de productie sau sau de cele din exterior
- ventilatie suficienta, lumina si umiditate relativa a aerului 65-70%.
- igiena corespunzatoare pentru produsele alimentare
3.4. Utilaje
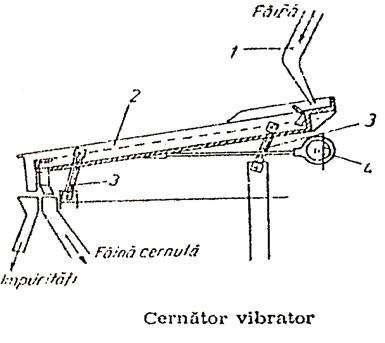
Parti componente :
- conducta de alimentare (1)
- rama cu sita (2)
- lamele (3)
- excentric (4)
Faina cade din conducta de alimentare pe rama cu sita,fixata elastic pe support prin lamele, primind o miscare de du-te-vino de la excentric. Datorita oscilatiei, cat si inclinatiei sitei, faina se cerne si se evacueaza pe la capatul opus intrarii, printr-o conducta, iar impuritatile ramase pe suprafata sitei se evacueaza separat.
4. CARACTERISTICILE PRODUSULUI
4.1 Caracteristici organoleptice
|
Aspect |
coaja |
rumena galben-aurie |
|
miez |
masa cu pori fini, uniformi, elastic |
|
|
Aroma |
placuta, caracteristica painii bine coapte, fara miros strain |
|
|
Gust |
placut, caracteristic painii bine coapte, fara gust acru sau strain, fara scrasnet datorat impuritatilor minerale |
|
4.2 Caracteristici fizico-chimice
|
Grupa de paine |
Felul coacerii |
Umiditatea miezului % max |
Porozitate % min |
Aciditate grade max |
Elasticitate miez % min |
Volum |
Continut de clorura de sodiu % min |
Continut de cenusa insolubila in Hcl 10%, % max |
|
Paine alba |
In tava |
4.3 Defecte de calitate
Principalele modificari ale calitatii produselor le cauzeaza invechirea si alterarea prin mucegaire si infectare.
Invechirea reprezinta modificarea esentiala a calitatii painii dupa scoaterea din cuptor.
Produsele vechi se recunosc dupa urmatoarele criterii:
coaja, care la inceput este tare si crocanta, devine cauciucoasa, mata, uneori zbarcita, iar cu timpul se usuca ;
miezul, la inceput elastic, devine tare, neelastic si sfarmicios ;
aroma si gustul se pierd treptat, gustul devine fad sau specific de statut, iar cateodata acru
Miezul sufera modificari principale in procesul de invechire datorita retrogradarii amidonului, cauza care reprezinta esenta procesului de invechire.
In cursul depozitarii, painea isi pierde aroma, care se datoreste nu numai volatilizarii substantelor aromatice din paine, ci si oxidarii lente a lor, intrucat substantele de aroma, in majoritate compusi carbonilici rezultati ca produsi intermadiari in in reactiile Maillard, sunt substante sensubilr la oxidare, fiind usor transformate in acizii corespunzatori.
Alterarea prin mucegaire si infectare. Acest proces are loc cand depozitarea produselor se face in conditii corespunzatoare si timp indelungat, sau cand faina a continut diferiti germeni.
Mucegairea se datoreste dezvoltarii in produse a microorganismelor din grupa ciupercilor, care se gasesc in atmosfera depozitului. Painea mucegaita are in miez pete de diferite culori : cenusii, albastre-verzui, galbene-brune.
Infectarea painii, in mod frecvent, se datoreste bacilului mezenterie, care produce boala intinderii .
Semnele dupa care se recunoaste painea imbolnavita de intindere sunt urmatoarele : produsul isi pierde elasticitatea si capata un miros neplacut ; la rupere miezul lipicios si se intinde in fire foarte subtiri argintii, emanand un miros specific de fructe alterate.
5.METODE DE ANALIZA
a. Determinarea volumului
Principiul metodei
Determinarea volumului painii se face prin doua metode :
metoda cu aparatul tip Fornet
metoda gravimetrica
Metoda cu aparatul Fornet
Principiul metodei
Se masoara volumul de seminte de rapita dislocuit in produsul analizat si se raporteaza la 100 g produs.
Aparatira si materiale
- aparat tip Fornet
- balanta cu precizie de 5 g
- seminte de rapita
Mod de lucru
In cazul produselor cum asa de 2000-1500 g
determinarile de volum se fac la min
doua sferturi taiate pe lungimea painii de format oval. Proba de analizat se
cantareste cu o precizie de 5 g si se introduce in recipient. Daca proba de
analizat nu incape in recipient sau nu permite scurgerea libera a semintelor se
taie painea in jumatati si se introduce impreuna in aparat, pentru determinarea
volumului. Dupa introducerea probei de analizat se inchide si se basculeaza
aparatul cu 180![]() C, printr-o miscare rapida. Dupa scurgerea semintelor se
citeste nivelul atins in cilindrul gradat. Se efectueaza in acest mod trei
masuri ale volumului fara a scoate proba din recipient si ca rezultat se ia
media aritmetica a celor trei determinari de volum daca diferenta de dintre
citiri nu este mai mare de 30 cm
C, printr-o miscare rapida. Dupa scurgerea semintelor se
citeste nivelul atins in cilindrul gradat. Se efectueaza in acest mod trei
masuri ale volumului fara a scoate proba din recipient si ca rezultat se ia
media aritmetica a celor trei determinari de volum daca diferenta de dintre
citiri nu este mai mare de 30 cm![]() .
.
In cazul obtinerii unor rezultate care difera cu
mai mult de 30![]() , se efectueaza inca doua determinari pe acelasi exemplar si
se calculeaza media aritmetica a celor cinci rezultate.
, se efectueaza inca doua determinari pe acelasi exemplar si
se calculeaza media aritmetica a celor cinci rezultate.
Calcul
Volumul produselor de panificatie se exprima in ![]() la 100 g produs si se
callculeaza dupa formula :
la 100 g produs si se
callculeaza dupa formula :
Volumul (v)=![]() 100 (
100 (![]() g produs)
g produs)
b. Determinarea elasticitatii miezului painii
Principiul metodei
Presarea unei bucati de miez de forma determinata, un timp dat si masurarea revenirii la pozitia initiala, dupa inlaturarea fortei de presare.
Aparatura
aparat pentru determinarea elasticitatii miezului
perforator
rigla de 20 cm, cu valoarea diviziunii de 1 mm
cronometru
Mod de lucru
Se fixeaza aparatul pe o suprafata plana. Se taie din partea de mijloc a probei o felie cu laturile paralele si grosimea de 60 mm. Din mijlocul feliei se scoate un cilindru de miez, cu ajutorul perforatorului.
Se asaza cilindrul de miez obtinut pe placa fixa a aparatului, in partea centrala a acesteia si se coboara placa mobila, pana la atingerea nivelului cel mai inalt al cilindrului de miez, evitand presarea acestuia. Se citeste pe rigla la nivelul placii, inaltimea initiala a cilindrului de miez (A), in mm.
Cu ajutorul dispozitivului de presare se preseaza cilindrul de miez, pana la jumatate din inaltime, mentinandu-l astfel timp de un minut, dupa care se inlatura presiunea exercitata prin desfacerea rapida a dispozitivului de presare si ridicarea placii mobile, astfel incat sa se lase suficient spatiu liber pentru revenirea miezului.
Dupa un minut de revenire a miezului la forma initiala, se readuce placa mobila pana la nivelul cel mai inalt al cilindrului de miez si se citeste pe rigla inaltimea cilindrului de miez dupa revenire (B), in mm.
Calcul
Elasticitatea miezului painii se exprima in procente si se calculeaza cu formula :
Elasticitate (E) =![]()
A- inaltimea cilindrului de miez inainte de presare, in mm
B- inaltimea cilindrului de miez dupa presare si revenirea acestuia la pozitia initiala, in mm
c. Examenul organoleptic
Principiul metodei
Examenul organoleptic consta in evaluarea insusirilor organoleptice ale produselor de panificatie, cu ajutorul organelor de simt.
Prescriptii generale pentru examenul organoleptic
examenul organoleptic se efectueaza de degustatori de specialitate, care au simturi sanatoase si exersate in acest scop
degustatorii nu trebuie sa sufere de afectiuni ale organelor de gust si miros sau alta natura care pot influenta aprecierile
este interzis degustatorilor sa consume alimente si bauturi alcoolice sau nealcoolice, cu exceptia apei potabile co cel putin o ora inainte de degustare
fumatul este interzis cu cel putin doua ore inainte de degustare. De asemenea trebuie sa se evite consumul de alimente condimentate cu cel putin 12 ore inaintea degustarii
in timpul efectuarii examenului organoleptic, personalul trebuie sa poarte halate si bonete curate
examenul organoleptic se va efectua in incaperi luminoase, curate, lipsite de mirosuri straine
examenul organoleptic se va efectua la lumina naturala
degustatorii vor examina concomitent maximum 4 produse si in cazul in care numarul e probe este mai mare se vor constitui grupe de cate 4 probe, iar aprecierea lor se va face cu pauza de cate 5 minute intre grupe de probe
Aaratura si materiale
baanta
rigla gradata cu valoarea divizinii de 1 mm
ci bine ascutite, cu lungimea lamei de 25 cm, latimea de maxm 25 mm si grosimea de maxim 2 mm
Mod de lucru
Examenul organoleptic se efectueaza conform tabelului urmator, asupra produsului intreg si sectionat
|
Caracteristici organoleptice |
Modul de examinare |
|
Forma produsului |
Se apreciaza vizual forma, volumul proportional cum masa si prezenta unor defecte posibile (produse deformate, aplatizate sau bombate, strivite si rupte) |
|
Coaja : -aspect -culoare |
Se observa aspectul, grosimea, culoarea si eventualele crapaturi, zbarcituri, lipituri , coaja groasa, arsa sau basicata Se examineaza vizual culoarea la suprafata si se apreciaza daca este caracteristica sortimentului analizat |
|
Miez : -aspectul in sectiune -culoare -consistenta |
Se examineaza vizual miezul in sectiune Se examineaza vizul culoarea miezului si se observa daca este caracteristica sortimentului de analizat Se apreciaza consistenta, prin apasare cu degetul, o singura data intr-un loc asupra miezului, observand daca acesta revine la forma initiala Se mai observa daca miezul este desprins de coaja, necopt, dens, faramicios, neelastic, cu straturi compacte si urme de faina, lipicios si la rupere se intinde in fire subtiri argintii |
|
Miros |
Pentru aprecierea mirosului se sectioneaza produsul, se preseaza de cateva ori si se miroase imediat. Se constata daca are miros acru sau ranced, de mucegai sau alt miros necaracteristic produsului |
|
Gust |
Se degusta o portiune din produs si se apreciaza daca gustul este caracteristic sortimentului si daca apar unele defecte ca ; gust strain, acru, amar sau prea sarat, cu impuritati minerale |
6. CALCULUL TEHNOLOGIC
Calculul retetei de fabricatie pentru o sarja de 300 kg produs finit .
1 kg produs finit................0,74 kg faina
300 kg produs finit...............X kg faina
X=![]() =222 kg faina
=222 kg faina
1 kg produs finit................0,015 kg drojdie
300 kg produs finit..............X kg drojdie
X=![]() =4,5 kg drojdie
=4,5 kg drojdie
1 kg produs finit................0,01 kg sare
300 kg produs finit...............X
![]() kg sare
kg sare
1 kg produs finit................0,011 kg zahar
300 kg produs finit...............X
![]() kg zahar
kg zahar
1 kg produs finit................0,47 kg apa
300 kg produs finit..............X
![]()
7. NORME DE IGIENA SI PROTECTIA MUNCII
NORME IGIENICO-SANITARE
In cazul produselor de patiserie , respectarea normelor igienico - sanitare este stricta , intrucat, inainte de a fi consumate ,ele nu mai sunt supuse la operatii de pregatire (spalare,oparire) care sa inlature bacteriile continute de acestea.
Igiena procesului tehnologic,a utilajelor si a spatiilor de lucru
Materiile prime si auxiliare utilizate trebuie sa corespunda prescriptiilor sanitare din normativele in vigoare. La receptie o data cu verificarea calitatii se face si controlul starii de igiena (corpuri straine, insecte, rozatoare, mirosuri provenite din tratari cu insecto-fungicide).
Depozitarea materiilor prime si auxiliare se face in spatii special amenajate , luandu-se masuri pentru evitarea impurificarii si alterarii.
Pregatirea materilor prime si auxiliare se va face in incaperi separate cu respectarea urmatoarelor norme igienico- sanitare:
sacii vor fi periati in exterior pentru indepartarea eventualelor impuritati si vor fi intorsi pe dos dupa golire;
materialele pulverulente se cern iar cele lichide se strecoara;
ouale vor fi pregatite in camere separate;
eliminarea depunerilor de praf rezultate din procesul tehnologic ;
eliminarea stagnarilor semifabricatelor si produselor in utilaje si mijloace de transport pentru a evita infectarea si infestarea;
prevenirea alterarii produselor prin aplicarea masurilor tehnice si tehnologice corespunzatoare;
asigurarea materialelor de protectie sanitara pentru senifabricate ( panze, capace);
eliminarea permanenta a deseurilor neigienice rezultate din procesul de fabricatie(faina maturatura, resturi de aluat, produse degradate);
colectarea rebuturilor recuperabile si depozitarea lor in conditii igienice;
Intretinerea igienica a a utilajelor si spatiilor de lucru
Curent,la sfarsitul fiecarui schimb si la intreruperea lucrului se efectueaza urmatoarele operatii:
indepartarea reziduurilor si deseurilor de pe utilaje si instalatii care nu necesita oprirea productiei;
curatirea utilajelor prin periere, stergere;
curatirea si spalarea cuvelor ,tavilor,si a altor ustensile;
curatirea si spalarea vaselor pentru oua, lapte, ulei,etc. cu solutie calda (45-50oC) de soda calcinata urmata de clatire si oparire la 70OC;
curatirea pardoselilor si a spatiilor de depozitare;
Saptamanal se va efectua curatenie generala constand in urmatoarele operatii:
curatirea peretilor de praf cu peria si carpa uda;
spalarea peretilor faiantati si uleiati ,a pardoselilor cu apa calda( 45-50oC)cu 1-1,5% soda calcinata sau detergenti anionici,clatirea cu apa si stergerea cu carpe;
curatirea utilajelor, ustensilelor,instalatiilor pentru pregatirea materiilor, dulapurilor frigorifice, spalarea si schimbarea echipamentului de protectie sanitara a semifabricatelor, spalarea tavilor si formelor pentru coacerea produselor cu solutie de soda calcinata 1-1,5% la 45-50oC si termotratarea prin ardere in cuptor.
Ambalajele si mijloacele de transport pentru produse trebuie intretinute in cea mai buna stare de igiena . Este interzisa utilizarea ambalajelor in stare murdara sau deteriorata. Bidoanele, borcanele, navetele din material plastic se vor spala cu solutie de soda calcinata (1-1,5%) la temperatura de 45-50oC.
Igiena personala a muncitorilor
Personalul din unitatile de productie trebuie sa se supuna unor reguli stricte de ordin sanitar pentru a evita raspandirea bolilor molipsitoare si a toxiinfectilor alimentare.
Personalul angajat trebuie sa aiba avizul medical favorabil si sa se prezinte la examenele medicale si de laborator periodice prevazute de instructiunile sanitare.
Personalul din unitatile de productie trebuie sa respecte urmatoarele masuri de igiena:
depunerea la intrarea in productie a hainelor de strada la vestiare si imbracarea
echipamentului de protectie sanitara a alimentului;
trecerea prin baie sau dusuri , sau cel putin spalarea mainilor cu apa si sapun , urmata de dezinfectia cu apa clorinata(0,1%);
taierea unghiilor scurt si stangerea parului sub boneta sau basma;
sapalarea mainilor cu apa si sapun dupa folosirea grupului sanitar , dupa orice intrerupere a muncii , sau in caz de murdarire accidentala.
Echipamentul sanitar de protectie va fi purtat in exclusivitate la locurile de munca, fiind strict interzisa utilizarea lui in afara acestora.
Spatiile social-sanitare se curata ( matura, spala) in fiecare schimb de lucru si se dezinsectizeaza de cate ori este nevoie sau minimum o data pe luna.
NORME DE TEHNICA SECURITATII MUNCII
Protectia muncii este reglementata prin Legea 90/96 - legea protectiei muncii.
Scopul cunoasterii normelor de protectia muncii este de a evita accidentele de munca in cadrul unitatilor de productie.
Pentru ca muncitorii sa-ti desfasoare din plin activitatea si sa-si puna in scopul productiei intreaga lor capacitate de lucru, trebuie sa aiba conditii corespunzatoare pentru a putea fi prevenite accidentele si imbolnavirile profesionale.
La depozitarea si pregatirea materiilor, normele prevad urmatoarele:
asezarea in stive a materiilor prime si auxiliare se va face respectand inaltimea care asigura stabilitatea stivelor si nu necesita eforturi deosebite pentru manipulare.
sacii cu faina se vor aseza in stive cu inaltimea de cel mult 10 saci;
depozitarea in ordine a tuturor materiilor, decongestionarea cailor de acces ,cat si rezervarea culoarelor la latime corespunzatoare pentru efectuarea manipularilor in conditii de stricta securitate a muncii;
carucioarele -liza sa functioneze usor,fara zgomot si sa nu necesite eforturi mari din partea muncitorilor;
cernatoarele se vor supraveghea cu atentie ,iar atunci cand produc degajari mari de praf se opresc si se remediaza;
batatoarele de oua si de crema se vor folosi astfel incat sa nu se produca scurgeri ale continutului pe pardoseala, spre a se evita accidentarea personalului prin alunecare;
La prepararea si prelucrarea aluatului se prevad in principal urmatoarele masuri:
malaxoarele vor functiona numai cu aparatoarea impotriva accidentelor pusa;
in timpul functionarii utilajului muncitorii nu au voie sa umble la organele de actionare;
introducerea materialelor in cuva se va face numai in timpul stationarii utilajului;
verificarea consistentei aluatului se va face cu atentie numai in zona de iesire a bratului din aluat;
este interzisa apropierea persoanelor straine de utilaj;
este interzisa actionarea automatului de pornire -oprire cu mana umeda;
curatirea cuvei si a bratului framantator trebuie sa se faca numai dupa oprirea utilajului;
utilajele se vor lega la nul ca protectie principala si la pamant ca protectie suplimentara;
muncitorii vor mentine in permanenta curatenia in jurul utilajului pentru a se evita producerea accidentelor prin alunecare;
punerea utilajelor in functiune se va face numai dupa verificare;
este interzisa functionarea utilajelor cu defectiuni, defectiunile vor fi anuntate conducatorului procesului de productie si remediate de personalul specializat numai dupa oprirea utilajului;
tablourile de comanda si automatele de pornire trebuie sa aiba tablite avertizoare;
accesul la instalatii se face pe scari si platforme special amenajate;
se interzice urcarea personalului cu piciorele pe conducte, armaturi, utilaje;
se interzice parasirea locului de munca, nu se lasa utiajele aflate in functiune nesupravegheate;
se interzice stropirea cu apa sau alte lichide a motoarelor si instalatiilor electrice,exista pericol de electrocutare;
La coacerea aluatului :
cuptoarele vor fi prevazute cu hote de absorbtie a caldurii de la gura cuptorului;
este interzisa blocarea spatiului de deservire a utilajului;
cuptoarele vor fi deservite numai de personal instruit;
manavrarea tavilor cu produse se va face cu manusi de protectie;
cuptorul electric va fi racordat la nul ca protectie principala si la pamant ca protectie suplimentara;
reparatia cuptoarelor se va face numai cand temperatura partilor constructive a
coborat sub 40oC.
remedierele de orice natura se vor efectua numai de personalul specializat;
Depozitarea si livrarea produselor :
asezarea produselor in navete se va face astfel incat sa nu se depaseasca marginile acestora;
stivuirea navetelor trebuie sa asigure stabilitatea lor atat in stare de repaus cat si in timpul manipularilor;
este interzisa folosirea navetelor rupte, deteriorate;
Instruirea si testarea personalului;
salariatii vor fi admisi la lucru numai dupa efectuarea instructajului introductiv general si instructajul la locul de munca;
instruirea se va face intre 1 si 30 ale lunii, intre doua instruiri nu se vor depasi 30 de zile calendaristice;
instruirea la locul de munca se va face practic la masina, utilajul,sau instalatia cu care lucreaza persoana respectiva;
Instructajul periodic se va efectua ori de cate ori este nevoie la perioade care nu vor depasi 90 de zile.
Verificarea cunostintelor asimilate se va realiza prin teste specifice calificarii.
Reinstruirea se va face in urmatoarele situatii:
a) la schimbarea locului de munca;
b) cu ocazia introducerii unui echipament de lucru sau a unei modificari a echipamentului tehnic existent;
c) cu ocazia introducerii unei noi tehnologii;
d) la reluarea activitatii dupa accident de munca sau dupa intreruperea activitatii cel putin 90 de zile;
e) cand apar riscuri noi sau se produc modificari ale riscurilor existente.
Masuri de protectia muncii in laborator
La inceputul lucrului si in tot timpul cat se executa operatii de laborator, trebuie sa ne convingem ca atmosfera incaperii nu este cu gaze inflamabile sau vapori toxici proveniti de la conductele de gaze sau vasele cu substante. In cazul in care se constata mirosuri care dovedesc prezenta gazelor combustibili in atmosfera se impiedica aprinderea lor prin stingerea oricarei flacari, se evita folosirea aparatelor electrice, se evita folosirea aparatelor electrice, producatoare de scantei si se aeriseste incaperea prin deschiderea ferestrelor si usilor.
La terminarea lucrului, se verifica temeinic daca conductele de apa si gaze sunt inchise si daca aparatura electrica este oprita .
Mesele de lucru nu se vor folosi decat pentru efectuarea analizelor si se va evita aglomerarea lor cu substante si obiecte care nu folosesc la lucrarea in curs de efectuare. La sfarsitul zilei de lucru masa se lasa curata, fara reactivi sau vase inutile pe ea; pe masa pot ramane numai acele aparate si materiale cu care trebuie sa se continue lucrul in ziua sau in schimbul urmator.
1. Toate lucrarile de laborator trebuie sa se efectueze cu foarte mare atentie. Necunoasterea suficienta a aparaturii si a actiunii substantelor cu care se lucreaza duce la grave accidente.
2. Analizele trebuiesc executate cu cantitatile si concentratiile de substante, cu vasele, cu aparatele si in general, cu respectarea conditiilor indicate de standardele si normele in vigoare sau indicate de seful de laborator.
3. Substantele se pun in sticle sau borcane etichetate. Nu se gusta nici o substanta pentru a fi identificata. Mirosirea unei substante se face cu precautie, neaplecand capul asupra vasului si fara a inspira adanc in plamani; mirosirea se face indreptand vaporii substantei cu mana spre manipulant.
4. Lucrarile se executa numai in vase perfect curate care se vor spala imediat dupa efectuarea lucrarii. Spalarea vaselor nu se face cu nisip care zgarie sticla si la incalzire aceasta poate plesni provocand accidente.
5. Manipularea si incalzirea vaselor de sticla, precum si prelucrarea tuburilor, baghetelor etc., se face cu atentie, tinandu-se seama de fiecare situatie in parte.
6. Lucrarile cu substante toxice si acizi concentrati trebuiesc executate sub nisa al carui tiraj se controleaza in prealabil. Nu se lucreaza cu substante inflamabile sub nisa, daca nu este asigurata o buna ventilatie pentru a evita amestecurile explozive.
7. Resturile de substante rezultate in timpul efectuarii analizei se arunca la canal in portiuni mici si dup ce au fost diluate cu multa apa.
8. Sfaramarea substantelor solide caustice sau toxice NaOH, K2Cr2O7, se face cu multa atentie, in cantitati mici; manipulantul trebuie sa poarte manusi de cauciuc, ochelari de protectie si masca de tifon contra prafului.
9. Manipularea acizilor concentrati se face tinandu-se seama de urmatoarele:
Se toarna obligatoriu cu palnia;
HCl si HNO3 concentrat si solutia apoasa de NH3 se toarna sub continua ventilatie a aerului;
La diluare se va turna acid in si nu invers, amestecarea facandu-se in vase rezistente termic si sub continua racire;
Se va folosi echipament de protectie (manusi de cauciuc);
Nu se va permite contactul HNO3 concentrat cu substante organice pe care le poate aprinde;
Se pastreaza in sticle cu dop rodat de buna calitate;
Pipetarea se face numai cu dispozitivul special amenajat, dispozitiv care se foloseste si pentru celelalte lichide nocive (cloroform, eter etc.);
10. Lichidele inflamabile si volatile (eter, alcool, benzen) se manipuleaza numai cand orice flacara este stinsa, se pastreaza in cantitati mici si in vase ermetic inchise, se va evita varsarea lor, iar incalzirea lor este interzisa la flacara directa ti in vase deschise. Aparatul Soxhlet care functioneaza cu eter de petrol va fi continuu supravegheat.
11. Eprubeta in care se incalzeste un lichid se tine indreptata intr-o parte si nu spre operator sau spre vecin. Pentru a se evita aruncarea lichidului din eprubeta, aceasta se incalzeste incepand de la stratul superior si pe toata suprafata sa.
12. Manipularea vaselor ce functioneaza sub presiune redusa, se face dupa o prealabilia incercare.
13. Aprinderea becurilor de gaze se face deschizand treptat, cu atentie, robinetul dupa ce s-a dus flacara la gura becului. Trebuie controlata in permanenta starea cauciucului cu care este racordat becul. Capetele acestuia se asigura cu bratari metalice. Cauciucul nu trebuie sa vina in atingere cu vase fierbinti sau cu flacara. Este interzisa folosirea becului care se aprinde inauntru. De asemeni, este strict interzisa lasarea becurilor sau aparatelor de incalzit fara supraveghere. Trebuie supravegheata continuu starea anexelor de la aparatura electrica (fire, prize, fise etc.). Inlaturarea defectiunilor constatate la aparatura electrica se face numai de electricianul calificat.
14. In laborator este interzis:
spalarea pardoselii cu lichide volatile si inflamabile (petrol, benzina etc.);
uscarea carpelor pe conductele de abur, gaz, calorifer etc.;
fumatul care este admis numai in locurile fixate in acest scop.
15. In cazul aprinderii unui lichid inflamabil (la spargerea vasului etc.) cu calm, fara panica se iau urmatoarele masuri:
se stinge becul de gaz sau se intrerupe curentul scotandu-se fisa din priza;
se incearca acoperirea flacarii cu o patura
NORME DE PREVENIRE SI STINGERE A INCENDIILOR
unitatile de productie trebuie sa fie prevazute cu hidranti de incendiu ;
unitatile vor dispune de instalatii de apa pentru stingerea incendiilor ;
electropompele, motopompele trebuie sa fie permanent in stare de functionare ;
curtea unitatii sa fie nivelata si impartita in mod corespunzator pentru a putea
permite accesul usor la cladiri si pentru a interveni rapid;
- se interzice fumatul sau introducerea de tigari, chibrituri, brichete, materiale sau . produse care ar putea provoca incendiu sau explozii;
silozurile de faina vor avea inscriptionari de interdictie si avertizare privind
pericolul de explozii;
spatiile cu praf de faina , zahar si alte pulberi vegetale vor fi curatate permanent
folosindu-se mijloace si materiale care nu pot provoca scantei;
se interzice folosirea surselor de incalzire necorespunzatoare sau improvizate;
personalul muncitor folosit la prevenirea si stingerea incendiilor trebuie sa cunoasca si sa aplice intocmai normele, sa mentina in perfecta stare de functionare toate mijloacele de stingere si sa nu le foloseasca in alt scop
8. BIBLIOGRAFIE
Gh. Moldoveanu s. a .- Utilajul si tehnologia panificatiei si - Ed. Didactica si
produselor fainoase pedagogica
Bucuresti 1993
Gh. Moldoveanu - Arta brutaritului romanesc - Ed. Tehnica
Bucuresti 1994
M. I.A. - Norme de protectie a muncii pentru - Bucuresti
industria de panificatie 1987
M.A.A. - Colectie de standarde profesionale - Bucuresti
pentru panificatie 1997
*** - Colectie de STAS-uri din industria - Ed. Tehnica
alimentara(Produse finite, materii Bucuresti 1971
prime si auxiliare)
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6122
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved