| CATEGORII DOCUMENTE |
| Comunicare | Marketing | Protectia muncii | Resurse umane |
PROIECTAREA FIRMELOR
GENERAL DE ORGANIZARE A FIRMEI
Proiectarea firmelor industriale este acea activitate de studiere a solutiilor si aspectelor sub care un produs, o lucrare sau un serviciu urmeaza a fi realizat, de efectuare a calculelor respective si de fundamentare a solutiei din punct de vedere tehnic si economic, concretizata sub forma unei documentatii ce include piese scrise si desenate. Proiectarea, dezvoltarea sau retehnologizarea firmei industriale trebuie sa asigure organizarea, amenajarea tehnico-economico optima, adoptand solutii adecvate pentru ansamblul problemelor constructive, tehnologice, hidrologice, sanitare, ecologice etc. sau cu referire la circulatia feroviara, rutiera, de exploatare etc. Acest ansamblu de probleme trebuie rezolvat in mod unitar si armonios luand pe cat posibil in considerare realizarile de ultima ora din economia mondiala. Planul general de organizare a firmei este o lucrare de proiectare prin care se stabileste amplasarea corespunzatoare a procesului tehnologic, a tuturor cladirilor si constructiilor, in functie de relief, in concordanta cu necesitatile de amenajare a teritoriului, cu mijloacele de transport, ca un tot arhitectural si tehnic care sa asigure functionarea tehnico-economica a firmei. Principala problema de rezolvat prin acest plan este zonarea teritoriului pe baza unor criterii unitare, cum ar fi: asemanarea operatiilor tehnologice, asemanarea mijloacelor de transport folosite, natura retelelor tehnologice si de apa, etc. In orce firma deosebim urmatoarele zone ale teritoriului acesteia:
zona de productie ce cuprinde cladirile sau constructiile in care se deruleaza procesele productiei de baza
zona de intretinere ce este formata din cladiri si constructii unde se desfasoara activitati de reparatii, de confectionare a SDV-urilor, etc. De obicei aceasta zona se amplaseaza in aproprierea zonei de productie.
zona energetica ce cuprinde cladirile si costructiile pt. producerea energiei electrice, termice, a aerului comprimat, statiile de transformare etc.
zona depozitelor este formata din constructiile si amenajarile necesare depozitarii materiilor prime, materialelor, semifabricatelor, produselor finite etc. Se recomanda amplasarea ei aproape de caile de transport si de spatiile productive.
zona social-administrativa cuprinde cladirile cu caracter administrativ sau care sunt destinate activitatilor social-culturale.
Proiectul unei firme cuprinde urmatoarele parti principale:
partea tehnologica care contine solutiile privind organizarea productiei, procesul tehnologic, alegerea utilajelor, mecanizarea si automatizarea productiei
partea constructiva care rezolva solutiile de plan si volum, dimensiunile cladirilor si constructiilor, amplasarea pe teren a acestora, calculele aferente acestora si care specifica alegerea materialelor, gradul lor de prfeabricare si industrializare;
partea economica trateaza problemele de manopera, materiale, utilaje, combustibil, energie sub aspectul consumului si costului acestorapt. Varianta constructiva aleasa.
Regimul de elaborare, avizare si aprobare a documentatiilor tehnico-economice pt. obiectivele de constructii este reglementat de legislatia in vigoare, fiind insotite de devize. Principalele devize intocmite pt. stabilirea valorii investitiei sunt:
devizul pe categorii de lucrari cu ajutorul caruia se anteevalueaza pretul fiecarei categorii de lucrari de constructii. Cuprinde urmatoarele piese: antemasuratoarea, lista utilajelor tehnologice care necesita montaj, lista utilajelor functionale care necesita montaj, devizul pe categorii de lucrari propriu-zis.
devizul pe obiect in cadrul caruia se stabileste valoarea de deviz a unui obiect din cadrul obiectivului investitional respectiv. Cuprinde valoarea corectarii pretului de deviz al produselor de balastiera si cariera (stabilita potrivit Notei de corectie a produselor), valoarea utilajelor functionale care se monteaza, stabilite pe baza valorilor inscrise in lista utilajelor functionale care necesita montaj.
devizul pentru corectia produselor de cariera si balastiera se elaboreaza pt. intreaga cantitate de produse de cariera si balastiera defalcata pe sortimente, aferenta obiectului de constructie respectiv.
nota de comanda suplimentara se intocmeste in mod distinct pt. fiecare deviz pe categorii de lucrari si cuprinde lucrarile si cheltuielile necesare a fi efectuate.
devizul financiar pentru lucrari de constructii montaj este intocmit de antreprenor, cu acordul beneficiarului, pt. cheltuielile necesare lucrarilor de constructii-montaj, suportate de beneficiarii lucrarilor.
devizul general este documentatia tehnico-economica complexa, care stabileste valoarea totala a investitiei. Acesta cumuleaza valoarea tuturor devizelor pe obiect aferente investitiei, inclusiv valoarea devizelor financiare.
EVALUAREA PROIECTULUI GENERAL DE ORGANIZARE A FIRMEI
Calcularea indicatorilor de eficienta care sa compare rezultatele obtinute in vechea capacitate de productie cu cele din noua capacitatet de productie - indiferent de structura ei - trebuie sa cuantifice atat efortul facut cat si rezultatele, adica efectul realizat, fapt pt. care se deosebesc mai multe metode de aprciere, dupa cum urmeaza:
metoda eficientizarii cheltuielilor de munca sociala conform careia totalitatea cheltuielilor de munca sociala pe care le necesita o investitie si productia care va fi realizata intr-o astfel de investitie, este urmarea insumarii celor trei tipuri de cheltuieli: cheltuieli ocazionate de crearea si de punerea in functiune a noilor capacitati de productie; cheltuieli ocazionate de factorii de productie, de natura mijloacelor circulante solicitate de noua investitie; cheltuieli ocazionate de intretinerea capitalului social, care nu se suporta din costurile de prductie.
metoda efectului multiplicational ce presupune stabilirea nivelului maxim al efectului investitiei in toate sectoarele de activitate (productive si neproductive).
metoda analizei cheltuielilor de capital, care presupune urmatoarele:
tehnica recuperarii pe termen scurt - pentru a calcula perioada de recuperare se procedeaza astfel: se divide costul unei dotari propuse la media anuala a profitului realizat inainte de amortizare; se divide costul initial la profitul anual dupa amortizare; se stabileste timpul in care profitul anticipat va egala costul initial; se determina durata in care profitul incasat dupa scaderea ratei nominale a dobanzii egaleaza costul initial.
tehnica profitului la investitie are la baza imputarea profitului anual la valuarea investitiei.
tehnica incasarii, cheltuieli decontate si valoarea prezenta: de fapt se stabileste rata dobanzilor prin care se compara suma dintre incasarile rezultate conform proiectului si cheltuielile necesare pentru realizarea lui.
tehnica indicelui profitului are la baza calculul simplificat al ratei reale a veniturilor. Ea consta in utilizarea formularelor de lucru pretabile la aceasta si in calculul interpolarilor grafice ca mijloace de reducere a timpului necesar calculelor si a confuziilor ce pot apare in calculul ratei veniturilor.
tehnica costului anual uniform echivalent foloseste teoria dobanzii compuse pt. a calcula costul annual uniform echivalent al tuturor veniturilor si cheltuielilor pt. fiecare varianta si pt. calculul ratei de recuperare minime, adica sa existe cel mai scazut cost annual sau cel mai ridicat venit annual. Ea se foloseste atunci cand marea perte a costurilor sunt uniforme in timpul perioadei de aplicare a proiectului.
metodologia alegerii ratei dobanzii (adica a ratei minime de venituri) are la baza cazul general in care limita inferioara este stabilita de costurile de capital ale firmei, dar nu exista un consens privitor la modul in care aceste costuri de capital trebuie determinate si nu exista consens asupra unui procentaj peste aceasta limita la care se poate ridica rata minima de venituri.
Indiferent de metodologia aleasa, este necesar sa se aleaga varianta optima, care sa asigure dezvoltarea prezenta si viitoare a firmei.
DIMENSIONAREA FIRMELOR
Dimensiunea optima a firmei industriale se defineste ca fiind acea marime care asigura cele mai mici cheltuieli de investitii pe unitatea de capacitate si cele mai mici cheltuieli de productie si transport pe unitatea de produs. Dimensiunea (marimea) optima este o notiune mai complexa care imbraca aspecte legate de eficienta economica. La dimensionarea firmei industriale se are in vedere actiunea urmatorilor factori de baza:
realizarea unei corelatii corespunzatoare intre normele si normativele cheltuielilor de productie pe de o parte si marimea si structura productiei firmei industriale pe de alta parte,
dimensionarea firmelor industriale in concordanta cu cerintele tehnologiei de fabricatie,
mobilitatea caracterului si volumului procesului tehnologic in conditiile unor procese de productie date,
complexitatea managementului firmei,
realizarea unor legaturi de reciprocitate intre natura dimensiunii firmei si sistemul posibil de functionare,
dependenta intre valoarea unui factor de productie si resursele folosite de firma,
conditiile de transport ale factorilor de productie,
conditiile impuse de consumator pe piata,
caracterul deficitar al unor factori de productie,
influenta factorilor socio-economici si ecologici asupra marimii firmei industriale,
relatia intre dezvoltarea firmei industriale si dezvoltarea economiei nationale,
nivelul de dotare si combinare a factorilor de productie.
Realizarea unei dimensiuni optime a firmei industriale presupune parcurgerea urmatoarelor etape:
amplasarea teritoriala a firmei, avand in vedere apropierea acesteia de sursele de provenienta a factorilor materiali de productie astfel incat cheltuielile de transport (inclusiv cele pt. desfacereaproduselor) sa fie minime. Rezolvarea acestei probleme se face prin minimizarea unei functii obiectiv privind alegerea variantei optime de amplasare. Functia obiectiv se defineste astfel:

unde: CTfmp.pf - reprezinta cheltuielile totale de transport ocazionate de aprovizionarea cu factorii materiali de productie si desfacerea produselor finite,
i, j - tipologia factorilor materiali de productie, respectiv a produselor finite fabricate,
Ctui , Ctui - cheltuielile unitare de transport pt. factorul material i, respectiv produsul finit j ,
Vi - cantitatea aprovizionata din factorul material de productie i ,
Pj - cantitatea livrata din produsul finit j.
Orientarea amplasarii teritoriale a firmei pt. optimizarea functiei obiectiv CTfmp.pf trebuie sa aiba in vedere atat apropierea de sursele de aprovizionare. cat si fata de zonele de desfacere a produselor finite. In acest sens se calculeaza urmatoarele doua rapoarte:
- raportul volumelor (K1)
![]()
(2.2)
- raportul costurilor (K2)
![]()
(2.3)
Intre cele doua rapoarte, putem avea urmatoarele trei situatii ce necesita o rezolvare individuala si anume:
daca produsul K1.K2 < 1, firma industriala va fi amplasata in apropierea centrelor de consum
daca produsul K1.K2 > 1, firma industriala va fi amplasata in apropierea surselor de aprovizionare cu factorii materiali de productie
daca produsul K1.K2 1, amplasarea firmei industriale este neutra in teritoriu, fapt pt. care se au in vedere ceilalti factori de influenta.
amplasarea teritoriala a firmei industriale se va face astfel incat necesarul de utilitati sanitare, energetice, etc. sa asigure folosirea cat mai eficienta a celor deja existente in zona. Se realizeaza astfel un minimum de investitii.
recrutarea , asigurarea si folosirea fortei de munca in firma industriala trebuie sa aiba in vedere potentialul de munca existent in zona si sa fie facute cu un effort minim din partea firmei.
incadrarea planului general al firmei in detaliul zonal de sistematizare cu eforturi financiare minime.
alegerea variantei constructive optime de executie a firmei industriale din multitudinea proiectelor existente.
In vederea stabilirii dimensiunii viitoare a firmei se elaboreaza caietul de sarcini care trebuie sa furnizeze principalele informatii in procesul de evaluare al acesteia. Acest document trebuie sa ofere informatii utile despre urmatoarele aspecte: istoricul tranzactiilor, planurile viitoare ale firmei in termeni monetari, evaluarea la zi a principalelor active (in special proprietatile), nivelul anumitor tipuri de pasive (tipuri de garantii, actiuni juridice in derulare), profilul angajatilor (contracte de munca, program de lucru, conditii de munca, cuantumul taxelor si impozitelor), studiile privind impactul amplasamentelor firmei asupra mediului inconjurator, marimea cheltuielilor de capital necesare pentru uniformizarea standardelor, motivul vanzarii firmei, termenele de plata, analiza actualizata a nivelului activelor (inclusiv varsta acestora), comenzile plasate si contractele ferme viitoare, nivelul cotatiei de piata, numarul si valoarea contractelor cu furnizorii si beneficiarii pe termen lung, relatiile cu banca creditoare, nivelul creditelor si ratele de scadenta, structura proprietatii si identitatea actionarilor, relatia dintre numarul de voturi si valoarea actiunii. Informatiile din caietul de sarcini vor fi utilizate in procesul de evaluare a firmei. Indiferent de metodologia folosita si de precizia calculelor, pentru a stabili marimea firmei, este recomandabil ca dimensiunea optima rezultata din calcule a acesteia, sa fie completata cu numerosi indicatori ai eficientei economice si cu unele rationamente din afara economicului, necesare in general societatii.
AMPLASAREA TERITORIALA A FIRMEI
Amplasarea firmelor reprezinta un proces complex avand drept obiectiv final alegerea unui amplasament si presupune parcurgerea mai multor etape, ce necesita imformatii cantitative si calitative despre urmatoarele:
natura materiilor prime si a pietelor acestora : se au in vedere datele despre complexitatea sistemului de transport care sunt cerute de aprovizionarea cu materii prime si respectiv, de desfacerea produselor finite si nivelul taxelor de transport.
natura, existenta si costul energiei : costul energiei constituie o cheltuiala importanta si constanta pt. majoritatea firmelor si trebuie analizat cu atentie, avand in vedere ponderea, siguranta si caracteristicile energiei disponibile in zona. Se pun mai multe probleme cum ar fi: tipul sursei de energie, siguranta deservirii cu energie, marimea cantitatii de energie furnizata, eventualele restrictii in furnizarea acesteia, parametrii tehnici si de calitate ai energiei, natura combustibililor utilizati, eventualele bonificatii si conditii de decontare.
combustibilul si apa : sunt factori determinanti in alegerea viitorului amplasament al firmei. Se urmaresc criteriile de economicitate pentru aprovizionarea cu apa si combustibil atunci cand inlocuirea acestor elemente este foarte dificila sau imposibila.
sistemul de taxe si impozite : influenteaza amplasarea firmei prin faptul ca poate sa se confrunte cu un sistem mai mult sau mai pitin favorabil de taxe si impozite.
conditiile de clima : influenteaza eficienta si comportamentul uman. In principal, la alegerea amplasamentului se va calcula ziua-grad pe baza careia se determina necesarul de incalzire, dimensiunile boilerelor, radiatoarelor si a celorlalte echipamente de incalzire.
forta de munca : este un parametru avantajos in cazul amplasarii firmei in zone ce dispun de un real si permanent surplus de forta de munca. Se va avea in vedere si variatia costului vietii care influenteaza foarte mult nivelul salariilor, fara a se ignora legislatia muncii si asigurarile sociale pt. angajati.
situatia transporturilor : influenteaza alegerea sistemului de transport de catre viitoarea firmain functie de posibilitatile de transport din zona. Exista doua conceptii, in acest sens:
conceptia facila (existenta in zonele industrializate) ce presupune ca este recomandabil sa se apeleze la orice forma de transport prin intermediul telefonului,
conceptia precara (existenta in zonele mai putin indudstrializate) ce presupune inexistenta unei statii de expeditie. Serviciile de transport rutier reduc timpul de tranzit de la si spre firma, iar caile navigabile reprezinta un factor competitiv prin taxele de transport scazute.
alegerea comunitatii in care se va amplasa firma : se alege o comunitate care sa raspunda necesitatilor specifice procesului de fabricatie ce se va derula in firma pe care dorim sa o amplasam. O importanta deosebita prezinta cunoasterea concreta a caracteristicilor populatiei si comunitatii unde va fi amplasata firma (meserii, nivel de calificare, costurile cu forta de munca, formele de guvernare locala, sistemele de taxe si impozite, etc.).
STRUCTURA DE PRODUCTIE SI CONCEPTIE A FIRMEI
Principalul obiectiv al oricarei firme industriale este producerea bunurilor materiale, prestarea de servicii si executarea de lucrari ce decurg din procesul de productie. Aceste activitati complexe conduc la obtinerea de catre om a unor bunuri din natura ca oferta nemijlocita a acesteia, fie a unor produse utile societatii rezultate in urma prelucrarii materiilor prime cu mijloace de munca adecvate.
Continutul procesului de productie
Procesul de productie se defineste ca fiind totalitatea actiunilor constiente ale angajatilor firmei indreptate asupra obiectelor muncii in vederea transformarii acestora in bunuri materiale, necesare societatii. Continutul principal al oricarui proces de productie este procesul de munca, definit drept actiunea executantilor desfasurata cu ajutorul uneltelor de munca asupra obiectelor muncii, in vederea transformarii acestora in bunuri materiale. In unele ramuri industriale, pe langa procesele de munca,procesele de productie necesita si existenta unor procese naturale in cadrul carora obiectele muncii sunt supuse unor transformari fizice sau chimice sub actiunea factorilor naturali, fara implicarea partiala sau totalaa proceselor de munca. Din punct de vedere tehnico-material, procesul de productie cuprinde ansamblul proceselor de munca si proceselor naturale, in interdependenta lor reciproca ce conlucreaza la obtinerea produselor care constituie obiectul activitatii firmei. Procesul de productie este componenta de baza a oricarui sistem de productie, care conform Fig. 2.1. are urmatoarea structura:
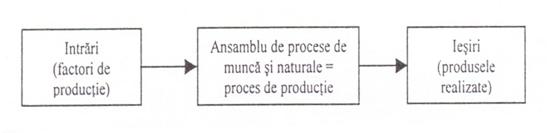
Fig. 2.1. Structura sistemului de productie.
intrarile - reprezentate de factorii de productie structurati pe elemente,
procesul de productie - alcatuit din totalitatea actiunilor constiente ale angajatilor, bazate pe folosirea si transformarea factorilor de productie
iesirile - reprezentate de produsele realizate in urma procesului de productie.
Clasificarea proceselor de productie desfasurate in firmele industriale, se face dupa urmatoarele criterii:
implicarea in realizarea produsului finit
Se deosebesc:
procesele de baza definite drept procesele de productie al caror scop este transformarea diferitilor factori de productie in produse finite, ce constituie obiectul de baza al firmei. Aceste procese, la randul lor se impart in:
procese de baza pregatitoare in care se executa operatiile privind pregatirea diferitilor factori de productie, asigurarea pieselor sau semifabricatelor necesare pt. prelucrarea propriu-zisa.
procese de baza prelucratoare in care se efectueaza operatiile de prelucrare a factorilor de productie, in vederea obtinerii produselor finite.
procese de finisare-montaj in care se obtine forma finala a produselor finite.
procesele auxiliare definite ca acele procese de productie ce conduc la realizarea unor produse (lucrari) ce nu constituie obiectul de baza al firmei, dar care asigura si conditioneaza buna desfasurare a proceselor de baza.
procesele de servire care au drept scop executarea unor servicii ce contribuie la realizarea proceselor de baza si auxiliare, fara a constitui insa obiectul de baza al firmei.
modul de efectuare al proceselor de productie
Se deosebesc:
procese manuale, in care rolul principal revine executantului, fara participarea masinilor si utilajelor.
procese manual-mecanice, in care se combina activitatea operatorului manual cu actiunea masinilor si utilajelor.
procese automate, cibernetizate si de aparatura, in care executantului ii revine rolul de supraveghere, reglaj si control al unor complexe de masini, utilaje, aparate si instalatii, in vederea obtinerii produsului finit.
gradul de continuitate in desfasurare
Exista:
procese continue, care se deruleaza fara intrerupere, in orice perioada, caracterizandu-se prin transformarea continua a materiilor prime in produse finite.
procese discontinue, care se desfasoara de obicei pe schimburi cu posibilitatea delimitarii rezultatelor fiecarui proces pe schimb.
procese ciclice (periodice), care se reiau dupa o perioada de timp bine definita, desfasurandu-se pe faze.
procese sezoniere, care se desfasoara numai intr-o anumita perioada a anului (de obicei in agricultura).
continutul procesului de productie
Deosebim:
proce procese de productie care cuprind numai procese se de productie care cuprind numai procese de munca,
procese de productie mixta.
Factorii care influenteaza desfasurarea proceselor de productie, indiferent de natura acestora, sunt urmatorii:
factorii de productie de tipul materiilor prime, care influenteaza continutul si organizarea procesului de productie. In functie de natura materiilor prime folosite, deosebim:
procese extractive, prin care materiile prime se obtin direct din natura.
procese prelucratoare, prin care se realizeaza bunuri materiale din materiile prime furnizate de procesele extractive.
natura produsului finit fabricat, care determina o anumita organizare a procesului de productie, prin particularitatile fizico-chimice si prin retetele de fabricatie. Astfel deosebim produse omogene, care au proprietati identice in toate partile lor si produse eterogene, care prezinta un caracter mai complex, avand proprietati diferite in raport cu partile lor componente.
tehnologia de fabricatie folosita,natura si continutul acesteia, care face ca o anumita tehnologie adoptata pt. fabricarea produselor sa determine un anumit numar de operatii de un anumit fel, executate intr-o anumita succesiune.
In conditiile actuale, pentru fiecare produs, pot fi folosite mai multe tehnologii de executie, fiecare avand particularitati date asupra organizarii procesului de productie. Astfel, o problema importanta este alegerea procedeului optim de fabricatie sub aspect economic, dar care sa asigure livrarea la timp a produselor de calitate, la cost redus si cu cheltuieli de investitii minime.
Proiectarea si analiza procesului de productie
Intr-o firma industriala, la proiectarea si analiza procesului de productie, se utilizeaza in principal urmatoarele metode si tehnici:
Graficul general al fluxului de productie, care se intocmeste pentru a trasa (inca din faza de proiectare) sau pentru a urmari (in faza de analiza) circuitele de parcurs ale diferitelor piese, subansamble sau produse, prezentand grafic (sub forma de schema) diferitele etape sau faze de productie, in succesiunea lor din momentul iesirii factorilor de productie din depozite sub forma de materii prime, pana in momentul iesirii din fabricatie a produsului finit. Fluxul tehnologic este trasat in planul general al firmei pentru piesele, subansamblele sau produsele principale folosind o grafica corespunzatoare (Fig. 2.2.).
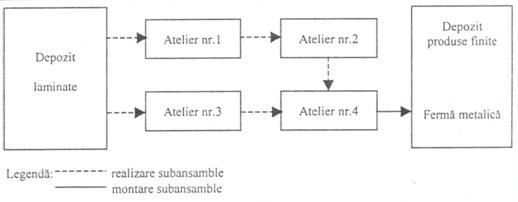
Fig. 2.2. Fluxul general al fabricarii unei ferme metalice.
Schema generala a procesului de productie, care se intocmeste pentru un produs, subansamblu sau piesa in scopul oferirii unei imagini de ansamblu asupra intregului proces. De obicei sunt reprezentate grafic numai operatiile de baza, activitatile de control si punctele in care materialele prelucrate intra sau nu intra in proces. Intocmirea ei nu tine cont de locurile de munca in care sunt realizate operatiile, dar permite precizarea timpului necesar pentru executarea acestor operatii. In cadrul schemei se folosesc diferite simboluri (Fig. 2.3):
cercul pentru transformari,
patratul pentru activitatile de control,
sageata pentru activitatile de transport,
litera D pentru asteptari,
triunghiul pentru activitatile de depozitare.

Fig. 2.3. Ordinea de numerotare in schema generala a procesului de productie.
Simbolurile se combina in cazul in care cel putin doua activitati se executa simultan, trecandu-se activitatea principala (mai importanta) in exteriorul celeilalte.
Graficul de analiza detaliata a procesului de productie, care in afara operatiilor de baza, urmareste si activitatile de control, de transport, de asteptare si de depozitare. Acest grafic se intocmeste pentru fiecare executant, inregistrand procesul raportat la ceea ce se intampla cu materialele sau functionarea utilajelor, in functie de activitatea muncitorilor, natura materialelor si a produselor.
Gradul de analiza generala, care arata succesiunea executarii operatiilor si a timpului de executie in procesul de productie. In reprezentarea grafica, se trece in interiorul simbolului cifra de ordine corespunzatoare, din succesiunea regasita in proces, iar in stanga simbolului se indica timpul de executie (sau alte date). In cazul proceselor complexe, caracterizate prin faptul ca in procesul principal se aduc noi materiale, repere sau subansamble prelucrate, reprezentate prin linii orizontale care le alimenteaza pe cele verticale, numerotarea operatiilor ce se efectueaza asupra acestora se face in continuare fata de punctul in care atinge procesul principal (Fig. 2.4.).
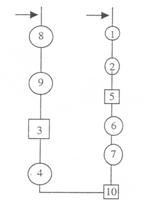
Fig. 2.4. Reprezentarea grafica si numerotarea pentru un proces complex.
In Fig. 2.5. se prezinta o schema generala a procesului de productie a cuielor.
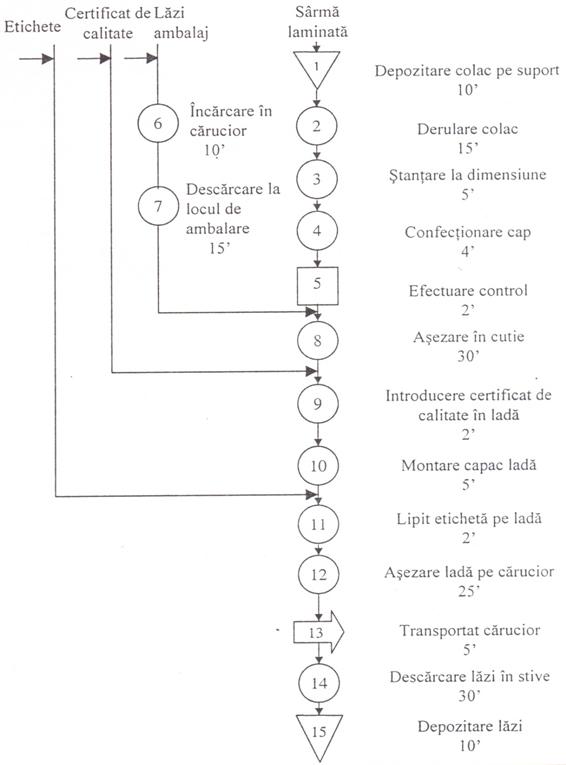
Fig. 2.5. Schema generala a procesului de productie a cuielor.
Sunt indicate denumirile operatiilor ce trebuie efectuate si simbolurile corespunzatoare impreuna cu consumurile de timp.
Graficul de circulatie constituie o metoda eficienta pentru obtinerea imaginii exacte a fluxului de productie dat. El permite obtinerea unei imagini intuitive a graficului de analiza detaliata pe planul de situatie al firmei (sectiei), precizand amplasarea locurilor de munca si a mijloacelor de munca in spatiul analizat, cu indicarea distantelor de deplasare si cu trasarea itinerariului parcurs de factorii de productie ce trec pe la diferite locuri de munca.
Setul de grafice prezentat sta la baza studiului de imbunatatire a variantelor de proiectare, a proceselor de productie conform metodei interogative. Potrivit acestei metode, se analizeaza fiecare operatie, urmarindu-se obiectul sau scopul efectuarii operatiei, locul unde se efcetueaza, momentul executiei, persoana care executa si mijloacele de executie, punandu-se atat intrebari principale cat si secundare.
Proiectarea structurii de productie si de conceptie a firmei
Prin definitie, aceasta reprezinta numarul si componenta unitatilor de productie, de control si de cercetare, marimea si amplasarea lor pe teritoriul firmei, modul de organizare interna a acestora pe subunitati si locuri de munca, inclusiv legaturile functionale care se stabilesc intre ele pe linia realizarii procesului de productie. Structurile organizatorice aprobate prin statutul de functionare a firmelor industriale cuprind:
Sectiile de productie sunt definite drept verigi de productie distincte din punct de vedere administrativ, in cadrul carora se executa produse distincte (sau parti componente ale acestora) sau se desfasoara anumite stadii ale procesului de productie, de montaj, service. Sectiile de productie isi desfasoara activitatile pe schimburi si au in componenta lor un anumit numar de ateliere de productie sau de formatii de lucru. In functie de procesele de productie desfasurate, deosebim urmatoarele tipuri de sectii de productie:
sectiile de baza sunt unitatile de productie in care se desfasoara procesele productiei de baza si care au drept obiect de activitate transformarea factorilor materiali de productie in produse. Principiile pe care sunt organizate aceste sectii sunt urmatoarele:
principiul tehnologic, potrivit caruia proiectarea amplasarii utilajelor si locurilor de munca este astfel facuta ca sa asigure executarea unui stadiu sau a unei faze a procesului tehnologic. Dupa acest principiu, exista organizate sectii de baza-pregatitoare, sectii prelucratoare si sectiide montaj (finisaj).
principiul obiectului de fabricatie, consta in faptul ca sectiile sunt astfel organizate incat sa asigure in cadrul lor executarea completa a unui produs sau a unor parti ale acestuia in care scop se concentreaza aici toate operatiile tehnologice necesare. Aceste sectii se mai numesc si sectii organizate dupa principiul ciclului inchis de fabricatie.
principiul mixt, consta in faptul ca anumite sectii (de obicei cele pregatitoare) sunt organizate dupa principiul tehnologic, iar altele dupa principiul obiectului de activitate (sectia turnatorie, sectia matrite, etc.).
sectiile auxiliare reprezinta verigile de productie in cadrul carora se desfasoaraprocesele de productie auxiliare, care cuprind lucrari si produse ce nu constituie obiectul de baza al activitatii firmei, dar sunt strict necesare bunei desfasurari a proceselor productive de baza (ex.: sectiile de reparatii, SDV-uri, etc.).
sectiile de servire unde se executa procesele de servire si prestari de servicii necesare pentru buna desfasurare a proceselor de baza si auxiliare. De obicei aceste sectii sunt pentru obtinerea diferitelor forme de energie, de depozitare a materialelor, etc.
sectiile anexa se regasesc la firmele la care rezulta mari cantitati de deseuri, fiind destinate prelucrarii si valorificarii acestora.
In cadrul firmelor de productie mai putem remarca urmatoarele subunitati:
atelierele de productie care reprezinta verigi structurale delimitate si separate din punct de vedere teritorial, an care se executa anumite operatii impuse de fabricarea unor produse, subansamble sau piese identice/de acelasi tip (atelierul de freze, strunguri, etc.). Ca verigi structurale ale firmei, atunci cand se impune, pot exista si ateliere de proiectare.
laboratoarele de control, analize si cercetare, in cadrul carora se executa analize, probe si masuratori pentru determinarea calitatii materiilor prime,materialelor, subansamblelor, produselor sau altor lucrari asemanatoare.
sectorul de productie este o subunitate a atelierului, delimitata sub raport teritorial, unde se executa un anumit tip de operatie tehnologica sau o succesiune de operatii legate de fabricatia unei piese sau parti de produs.
locul de munca este veriga structurala de baza, care desemneaza partea suprafetei de productie a unui atelier, sector sau sectie dotata cu utilaj si echipament tehnic corespunzator. Este destinat executarii anumitor operatii in vederea obtinerii productiei sau deservirii procesului de productie. Cand in cadrul unui loc de munca se executa un tip de operatie la o mare varietate de produse, acesta se numeste universal, iar daca se executa un fel de operatie la un singur fel de produs sau reper, locul este specializat.
Functionarea eficienta a unei firme industriale necesita adoptarea unui tip optim de structura productiva si de conceptie, in raport cu particularitatile fiecarei firme. In acest sens, se deosebesc urmatoarele tipuri de structuri de productie si conceptie:
tipul tehnologic, caracterizat printr-o organizare a sectiilor productive de baza dupa principiul tehnologic. Se recomanda firmelor cu productivitate individuala sau de serie mica si are urmatoarele avantaje: permite o nomenclatura variata de produse, asigura folosirea rationala (incarcare aproape completa) a masinilor si utilajelor si creeaza conditii pentru folosirea completa a fortei de munca. Ca dezavantaje putem mentiona: volumul sporit de transporturi interne, intreruperi mari in functionarea utilajelor (timpi morti), reducerea raspunderii pentru calitatea reperelor executate si lipsa unei productii de flux continuu (Fig. 2.6.).
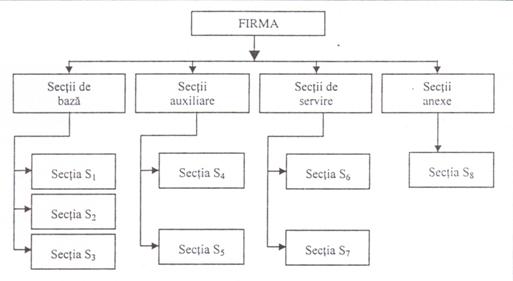
Fig. 2.6. Structura productiei de conceptie tehnologica.
tipul de produs, caracterizat prin faptul ca organizarea sectiilor de productie se face dupa principiul obiectului de fabricat, fiecare sectie asigurand fabricarea unui produs sau a unor parti ale acestuia. Se recomanda pentru productia de serie mare (Fig. 2.7.).
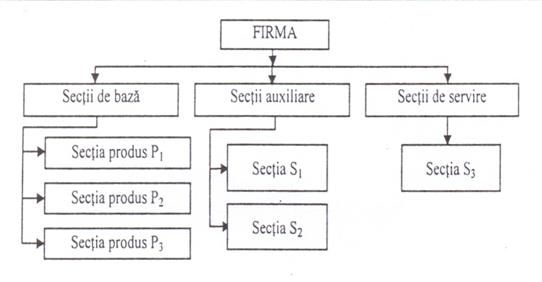
Fig. 2.7. Structura de productie si de conceptie pe produs.
Are urmatoarele avantaje: permite asigurarea unei productii continuu specializate si in flux, face posibila introducerea tehnicii noi, asigura specializarea executantilor determinand o ridicare a calificarii acestora, contribuie la cresterea productivitatii muncii, reduce volumul de transport si asigura continuitatea productiei. Dezavantajele sunt urmatoarele: flexibilitate redusa la schimbarea structurii sortimentelor de productie si utilizarea incompleta a utilajelor.
tipul mixt asigura organizarea unei parti a firmei dupa principiul tehnologic, iar cealalta parte dupa principiul pe obiect (Fig. 2.8.).
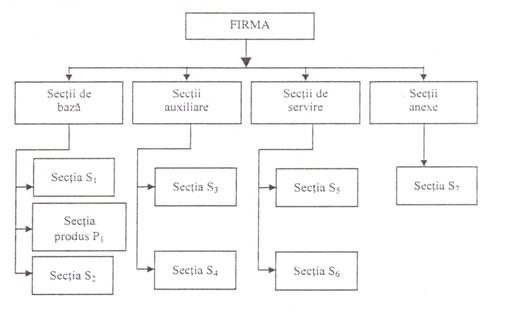
Fig. 2.8. Structura de productie de conceptie mixta.
Avantajele acestui tip de productie sunt: permite fabricarea unui nomenclator variat de produse, asigura flexibilitatea sporita a productiei,creeaza conditii pentru specializarea unor sectii si permite introducerea noilor tehnologii. Ca principale dezavantaje putem mentiona: volumul mare al transporturilor interne, existenta intreruperilor in fabricarea produselor si aparitia deselor dereglari in functionarea utilajelor.
Structura de productie si conceptie a firmei industriale este influentata, in principal de urmatorii factori: volumul productiei fabricate, gradul de integrare si nivelul de specializare cooperare a firmei, felul produselor fabricate sinatura tehnologiei folosite, locul de amplasare al firmei. De asemenea, structura de productie si conceptie a firmei industriale este expresia concreta, in plan organizatoric, a modului de desfasurare a procesului de productie din firma. Se impune, ca prin proiectare, sa se adopte solutii judicioase pentru: stabilirea gradului de integrare a viitoarei firme, precizarea gradului de marime a firmei (inclusiv a numarului de subunitati), asigurarea proportionalitatii necesare intre capacitatile sectiilor de productie, realizarea unui raport optim intre sectiile productiei de baza, auxiliare si de servire. Pentru studiul si analiza structurilor de productie si conceptie ale firmei se utilizeaza un sistem ce cuprinde urmatorii indicatori:
ponderea verigilor, organizate dupa principiul tehnologic si principiul pe obiect in totalul verigilor productiei de baza,
ponderea sectiilor auxiliare si anexe in totalul sectiilor de productie,
proportia intre diferitele sectii de productie referitor la numarul de utilaje si marimea suprafetelor de productie,
marimea verigilor de productie sub aspectul capacitatilor de productie a utilajelor, volumului de productie fabricata, numarul de muncitori, etc.
Realizarea oricarui proiect de perfectionare a structurii de productie si conceptie se realizeaza prin parcurgerea urmatoarelor faze: conceperea temei proiectului,elaborarea propriu-zisa a proiectului, verificarea fezabilitatii proiectului, lansarea operatiilor impuse de proiect, implementarea proiectului si apecierea eficientei acestuia.
MODELAREA MATEMATICA A MANAGEMENTULUI PRODUCTIEI
Modelul care descrie evolutia procesului de productie trebuie sa surprinda conexiunile esentiale ca abstractizare a realitatii economice, adica evolutia in timp a procesului prin ecuatii de dinamica sau de stare, conditiile interne prin restrictii tehnologice si conditiile externe de desfasurare prin aprovizionare si desfacere. La aceste relatii se adauga si cerintele de comportament optimal al procesului de productie - functii obiectiv sau de performanta - adica de alegere a variantei optime. Deci, decizia de conducere are in vederesi factorii de influenta, care n-au putut fi prevazuti in modelul matematic, asigurand evolutia procesului de productie in functie de conditiile concrete.
Daca particularizam un proces de productie prin variabilele de stare Z1(t)-forta de munca, Z2(t)-active fixe productive, variabilele de intrare X1(t) s X2(t)-cresterea fortei de munca si respectiv a activelor fixe si variabilele de iesire Y1(t)-valoarea nou creata si Y2(t)-productivitatea obtinuta, atunci ecuatiile de stare ale modelului sunt:
![]()
(2.4)
![]() (2.5)
(2.5)
iar iesirea imbraca forma functiilor de productie (relatii empi rice intre venitul creat si factorii de productie):
![]()
(2.6)

(2.7)
unde: k este o constanta pozitiva,
![]()
Acest model se poate extinde pentru orice proces de productie.
Orice model matematic pentru optimizarea managementului sistemelor industriale de productie necesita o functie de eficienta si un set de restrictii functionale si tehnologice. Astfel, functia de eficienta urmareste realizarea unui volum de activitati utile, iar restictiile se refera la atingerea obiectivelor si la respectarea limitarilor impuse resurselor si regimurilor de functionare a sistemelor analizate. In literatura de specialitate se recomanda modelul Cost-Actualizat si anume:
![]() (2.8)
(2.8)
daca t1 t5 si t2 t3 t4 , atunci:
![]() (2.9)
(2.9)
daca Ii Ri Iri si Ci Di -Vi =Cri , atunci:
![]()
(2.10)
unde: 1+ ra reprezinta factorul de actualizare,
i - se ia in considerare la postcalculul pentru stabilirea sumei necesare si respectiv pentru stabilirea cheltuielilor totale disponibile peste i ani prin operatii de antecalcul,
ra - rata de actualizare,
Ii - investitiile in anul i,
Ri- valoarea ramasa in anul i,
Ci- cheltuielile de productie in anul i,
Di - cheltuielile ocazionate de daunele cauzate de intreruperea fabricatiei in anul i,
Vi - venitul net obtinut ca rezultat al intrarii in functiune partiala a capacitatilor de productie,
ti - durata de la inceputul si pana la punerea in functiune.
Restrictiile functiei obiectiv sunt:
resursele disponibile sunt mai mari decat cele necesare productiei pentru a acoperi pierderile tehnologice si organizatorice,
capacitatile de productie din sistem sunt mai mari decat cele in functiune care sa acopere cel putin productia curenta,
investitiile realizate la nivel de sistem sunt mai mici sau egale cu cele planificate,
timpul de concepere-proiectare-montaj a noilor instalatii din sistem este mai mic sau egal cu timpul planificat,
aportul de valuta din export este mai mare decat cel planificat.
Toate aceste restrictii se vor reflecta cu functia obiectiv fie prin intermediul indicatorilor cantitativi, fie prin intermediul indicatorilor calitativi.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4145
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved