| CATEGORII DOCUMENTE |
| Comunicare | Marketing | Protectia muncii | Resurse umane |
Programarea si conducerea productiei in conditii de resurse nelimitate si fara date impuse
1 Ipotezele de baza
Resursele destinate fabricatiei se considera nelimitate astfel incat fiecare operatie se va realiza cu un numar necesar de masini distincte. Nu exista date impuse privind realizarea operatiilor de fabricatie .
2 Stabilirea resurselor de productie
Stabilirea resurselor de productie presupune calculul numarului de masini-unelte precum si a gradului de incarcare. Calculul numarului de masini-unelte se determina cu relatia :
![]() (1)
(1)
unde : ![]() reprezinta numarul de masini-unelte;
reprezinta numarul de masini-unelte;
![]() -timp unitar pe operatie;
-timp unitar pe operatie;
![]() -ritm mediu de fabricatie.
-ritm mediu de fabricatie.
Numarul de masini-unelte, ![]() este de forma:
este de forma: ![]() =a+b , unde
a-reprezinta partea intreaga iar b-partea zecimala ; aceasta se majoreaza
sau se reduce la o valoare intreaga
=a+b , unde
a-reprezinta partea intreaga iar b-partea zecimala ; aceasta se majoreaza
sau se reduce la o valoare intreaga ![]() astfel:
astfel:
-daca b≠0 atunci ![]() =a+1;
=a+1;
-daca b=0 atunci ![]() =a.
=a.
Pentru fiecare loc de munca se va calcula gradul de incarcare kii cu relatia :
![]() (2)
(2)
Corespunzator celor trei repere (P1 , P3, P5) , numarul de masini-unelte si gradul de incarcare se prezinta in tabelul 1.
Tabelul 1
|
Nr. op |
P1 |
P3 |
P5 |
||||||||||||
|
Tuk |
Rg |
mi |
mai |
kii |
Tuk |
Rg |
mi |
mai |
kii |
Tuk |
Rg |
mi |
mai |
kii |
|
|
1 | |||||||||||||||
|
2 |
24.65 |
0.507 |
0.507 |
24.5 |
49.62 | ||||||||||
|
3 |
24.65 |
0.093 |
0.093 |
24.5 |
49.62 | ||||||||||
|
4 |
24.65 |
0.129 |
0.129 |
24.5 |
49.62 | ||||||||||
|
5 |
24.65 |
0.316 |
0.316 |
24.5 |
49.62 | ||||||||||
|
6 |
24.65 |
0.060 |
0.060 |
24.5 |
49.62 | ||||||||||
|
7 |
24.65 |
0.097 |
0.097 |
49.62 | |||||||||||
|
8 |
24.65 |
0.064 |
0.064 | ||||||||||||
3 Determinarea lotului de fabricatie optim si a lotului de fabricatie economic
Lotul de fabricatie -reprezinta cantitatea de piese identice lansate in fabricatie simultan sau succesiv care consuma un singur timp de pregatire-incheiere.
Calculul lotului de fabricatie optim necesita determinarea functiilor matematice care exprima costurile de productie raportate la unitatea de produs. Acestea sunt :
-costuri fixe,
-costuri curente,
-costuri anterioare prelucrarii.
Relatia
utilizata in practica este :  , (3)
, (3)
unde: Ng reprezinta volumul productiei;
CL -costurile fixe ale prelucrarii;
Cm -costurile anterioare ale prelucrarii;
C1 -costuri curente;
Z -termen specific formei de organizare adoptata pentru repere;
E -coeficientul ce cuantifica pierderea suportata de intreprindere la o unitate monetara imobilizata in circuitul productiv pe durata fabricarii volumului de productie Ng ; E=0,3 .
Costurile fixe - se mai intalnesc si sub denumirea de costuri dependente de lotul de fabricatie iar caracteristic acestor costuri este faptul ca marimea lor este constanta la nivelul lotului de fabricatie.
Raportate la unitatea de produs, aceste costuri variaza invers proportional cu numarul obiectelor muncii din lot. Costul total la nivel de lot, CL , se calculeaza cu relatia :
CL= A+B, (4)
In relatia 4 , componenta A reprezinta costurile de pregatire-incheiere a fabricatiei si pentru activitati administrative de lansare a lotului. Aceste costuri se calculeaza dupa relatia :
![]() , [RON/ lot] (5)
, [RON/ lot] (5)
unde : Tpik reprezinta timpul normat pentru pregatirea-incheierea lucrarilor la fiecare operatie k, min/lot ;
Srk - retributia orara a operatorilor reglori de la fiecare operatie k, Srk=4 RON/ora ;
p - coeficient ce tine seama de cota parte a costurilor pentru activitati administrative de
lansare a lotului, p=15%.
Componenta B reprezinta costurile de intretinere si functionare a capacitatilor de productie pe durata pregatirii-incheierii fabricatiei.Aceste costuri se caculeaza cu relatia :
![]() , [RON/ lot] (6)
, [RON/ lot] (6)
unde : ak reprezinta cota orara a costurilor de intretinere si functionare a capacitatilor de
productie, pentru fiecare operatie k, ak=3 RON/ora;
mk - numarul resurselor de productie de acelasi tip care participa la realizarea fiecarei
operatii k .
Pentru cele trei repere se obtin urmatoarele valori ale costurilor componente costurilor fixe:
a).Determinarea costurilor de pregatire-incheiere a fabricatiei



b).Determinarea costurilor de intretinere si functionare a capacitatilor de productie
![]()
![]()

Astfel, costurile fixe pentru cele trei repere au urmatoarele valori :
![]() = 14,18+9,25=23,43 RON/lot
= 14,18+9,25=23,43 RON/lot
![]() = 14,56+9,5= 24,06 RON/lot
= 14,56+9,5= 24,06 RON/lot
![]() = 18,28+11,92= 30,2 RON/lot
= 18,28+11,92= 30,2 RON/lot
Costurile curente - se mai numesc si independente de lotul de fabricatie, ele se repeta la prelucrarea fiecarei piese din lot. Relatia de calcul pentru costurile recurente este :
C1=Cm +Cr + Cif + Cind , [RON/buc] (7)
unde: Cm reprezinta costul semifabricatului;
Cr - costul implicat in retributia personalului direct productiv, si poate fi exprimat cu relatia:
![]() , [RON/buc] (8)
, [RON/buc] (8)
unde :Tuk este timpul unitar consumat pentru executarea fiecarei operatii k, min/buc
Sk - retributia orara a operatorilor directi ce participa la executarea fiecarei operatii k,
Sk= 4 RON/ora.
Cif - costurile de intretinere si functionare a capacitatii de productie pe durata lucrului efectiv; se determina cu relatia :
![]() , [RON/buc] (9)
, [RON/buc] (9)
unde : ak reprezinta cota orara a costurilor de intretinere si functionare a capacitatilor de productie, pentru fiecare operatie k, ak=3 RON/ora;
mk - nr. resurselor de productie de acelasi tip care participa la realizarea fiecarei operatii k;
Tuk - timpul unitar consumat pentru executarea fiecarei operatii k , min/buc ;
Cind - costurile indirecte(de regie) ale sectiei de productie, se determina cu relatia :
![]() [RON/buc] (10)
[RON/buc] (10)
unde : Rf reprezinta regia sectiei in care se prelucreaza lotul de piese identice ;
Rf =150%.
Costul implicat in retributia personalului direct productiv , corespunzator celor trei repere are urmatoarele valori :
![]()
![]()

Costul de intretinere si functionare a capacitatii de productie, pe durata lucrului efectiv, corespunzator celor trei repere are urmatoarele valori :
![]()
![]() =1,65 RON / buc
=1,65 RON / buc
![]()
![]() =1,75 RON / buc
=1,75 RON / buc
![]() (3+1,8+1,5+2,3+2,3+3,3+2,4+2,3+5+2,3+2,3+1,8+4,2+2,3+1,2)=
(3+1,8+1,5+2,3+2,3+3,3+2,4+2,3+5+2,3+2,3+1,8+4,2+2,3+1,2)=
=1,9 RON / buc
Costul indirect al sectiei de productie, corespunzator celor trei repere, are urmatoarele valori :
![]()
![]()
![]()
Valorile costurilor anterioare prelucrarii pentru cele trei repere sunt :
![]()
![]()
![]()
Valorile costurilor curente corespunzator celor trei repere sunt :
C1P1 = Cm P1 + Cr P5 + Cif P1 + Cind,P1 =6,38+2,2+1,65+3,3 = 13,53 RON / buc
C1P3 = Cm P3 + Cr P3 + Cif P3 + Cind P3 = 7,29+2,33+1,75+3,49= 14,86 RON / buc
C1P5 = Cm P5 + Cr P5 + Cif P5 + Cind P5 = 8,23+2,53+1,9+3,79= 16,45 RON / buc
In functie de forma de organizare adoptata (succesiva, paralela, mixta) se introduc valorile corespunzatoare pentru Z :
![]()
![]()
![]() (11)
(11)
Pentru Z = Zm => Zm = , (12)
, (12)
Pentru Z = Zs => Zs = . (13)
. (13)
Valorile coeficientului Z, pentru cele trei repere, sunt :
![]() ;
;
![]() ;
;
![]()
![]() =0,76.
=0,76.
Se adopta E = 0,3 .
Pentru cele trei repere, loturile optime de fabricatie au urmatoarele valori :
 buc;
buc;
 buc;
buc;
 buc.
buc.
2 Lotul de fabricatie economic
Valoarea lotului optim, obtinuta prin calcul, trebuie rotunjita la o valoare superioara sau inferioara intreaga, care sa se cuprinda de un numar exact de ori in valoarea volumului de productie Ng .
Aceasta noua valoare, notata Ne - reprezinta lotul economic.
Raportul ![]() reprezinta numarul de
loturi ce se lanseaza in fabricatie, in perioada analizata.
reprezinta numarul de
loturi ce se lanseaza in fabricatie, in perioada analizata.
Este necesar sa se respecte urmatoarea conditie :
![]() (14)
(14)
Tabelul 2
|
Reper |
P1 |
P3 |
P5 |
|
Ne | |||
|
NL | |||
Calculul lotului de transport optim si a lotului de transport economic
Daca pentru organizarea procesului de fabricatie s-a adoptat forma de organizare mixta , se impune si determinarea lotului de transport, Nt .
Lotul de transport poate varia intre limitele : 1 ≤ Nt ≤ Ne .
Valoarea optima a lotului de transport se calculeaza cu relatia :
 , (15)
, (15)
unde:Ct este costul mediu al unui transport pe intregul flux tehnologic.
Se adopta Ct = 3 RON/lot .
Astfel, pentru cele trei repere, Nt este :
Calculul lotului de transport economic:
In acest caz, se pune conditia ca : ![]()
![]() , dar, nte
trebuie sa fie diferit pentru fiecare reper in parte, ca in cazul lotului
economic de fabricatie ; astfel, pentru cele trei repere, avem urmatoarele
valori :
, dar, nte
trebuie sa fie diferit pentru fiecare reper in parte, ca in cazul lotului
economic de fabricatie ; astfel, pentru cele trei repere, avem urmatoarele
valori :
![]() P1 =106 (nte=3) ;
P1 =106 (nte=3) ;
![]() P3 =80 (nte=4) .
P3 =80 (nte=4) .
5 Determinarea duratei ciclului de productie
In procesul de productie, obiectele muncii sunt supuse unor transformari succesive in conformitate cu procesul tehnologic adoptat.
Aceste transformari se repeta identic pentru fiecare lot, formand un ciclu de productie.
Indicatorul de baza al ciclului de productie este durata sa. Aceasta reprezinta timpul calendaristic masurat de la intrarea obiectelor muncii in primul stadiu de fabricatie pana la obtinerea productiei finale.
Durata ciclului de productie este unul dintre parametrii cei mai importanti ai conducerii operative, servind la:
Durata ciclului de productie depinde de tipul de organizare adoptat pentru fiecare reper in parte.
Astfel, pentru organizarea mixta, durata ciclului de productie se calculeaza utilizand urmatoarea relatie:
![]() , (16)
, (16)
iar pentru organizarea succesiva se foloseste urmatoarea relatie:
![]() , (17) unde:
, (17) unde:
![]() - timpul normat la
operatia
- timpul normat la
operatia ![]() si se determina cu
relatia:
si se determina cu
relatia: ![]() (18) .
(18) .
Doar diferentele (Tnk-Tnk+1)>0 se vor lua in considerare.
Pentru reperul P1:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() ;
;
![]() ;
;
![]() .
.
Pentru reperul P3:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() ;
;
![]() ;
;
![]() .
.
Pentru reperul P5:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.

![]() .
.
Astfel, durata ciclului de productie este :
reperul P1 : Tcm1=127,41 ore/lot ;
reperul P3 : Tcm3=119,25 ore/lot;
reperul P5 : Tcs5=103,88 ore/lot.
6 Determinarea perioadei de repetare a loturilor
Perioada de repetare a loturilor reprezinta intervalul de timp care separa lansarea in productie a doua loturi succesive ce contin obiecte ale muncii de acelasi fel.
Pentru calculul perioadei de repetare, ![]() , se utilizeaza relatia:
, se utilizeaza relatia:
 , (19) unde:
, (19) unde:
![]() - numarul de
loturi care se lanseaza in fabricatie.
- numarul de
loturi care se lanseaza in fabricatie.
Daca Fn=1960 ore si NL=15, atunci:
Pentru reperul P1:
![]() ;
;
Pentru reperul P3:
![]() ;
;
Pentru reperul P5:
![]() .
.
Perioada de repetare obtinuta
din calcul se corecteaza in functie de conditiile concrete, astfel incat sa
rezulte un numar intreg de zile sau schimburi lucratoare. In felul acesta se usureaza
activitatea de programare si lansare a productiei. Corectia lui ![]() se face, de regula,
prin diminuarea valorii sale si numai in cazuri de exceptie, prin majorare.
Astfel, se adopta urmatoarele valori:
se face, de regula,
prin diminuarea valorii sale si numai in cazuri de exceptie, prin majorare.
Astfel, se adopta urmatoarele valori:
![]() ;
;
![]() ;
;
![]() .
.
7 Elaborarea programelor de lucru si a planurilor de sarcina cumulata
Desfasurarea partial paralela a fabricatiei implica unele decalaje minime in circulatia obiectelor muncii. Aceste decalaje sunt necesare pentru completarea lotului de transport si inceperea prelucrarii la fiecare operatie urmatoare.
Completarea lotului de
transport este necesara ori de cate ori duratele vecine se gasesc in relatia ![]() . In astfel de situatii se impune un decalaj intre operatiile
. In astfel de situatii se impune un decalaj intre operatiile
![]() si
si ![]() , care se calculeaza cu relatia:
, care se calculeaza cu relatia:
![]() [min] . (20)
[min] . (20)
Evitarea micropauzelor
neproductive se poate realiza cand duratele operatiilor vecine se gasesc in
relatia ![]() . In aceste cazuri marimea decalajului se calculeaza cu relatia:
. In aceste cazuri marimea decalajului se calculeaza cu relatia:
![]() [min]. (21)
[min]. (21)
Valorile acestor decalajele minime se prezinta in tabelul
Tabelul 3
|
Reperul P1 |
Reperul P3 |
Reperul P5 |
||||||||||
|
Op. |
Tnk |
Tnk+1 |
Dk,k+1 |
Tnk |
Tnk+1 |
Dk,k+1 |
Tnk |
Tnk+1 |
Dk,k+1 |
|||
|
min |
min |
min |
ore |
min |
min |
min |
ore |
min |
min |
min |
ore |
|
Durata operatiei pe lot se calculeaza cu urmatoarea relatie:
Tei=NeiTnk (22)
Valorile asociate celor trei repere se prezinta in tabelul 4.
Tabelul 4
|
Op. |
Tei |
|||||
|
NeP1=318 |
NeP3=320 |
NeP5=158 |
||||
|
min |
ore |
min |
ore |
min |
ore |
|
|
| ||||||
Se efectueaza urmatoarea verificare:
![]() . (23)
. (23)
Se constata ca aceasta conditie este indeplinita pentru toate cele trei repere.
Rezultatele obtinute pentru cele trei repere sunt prezentate grafic in figurile urmatoare:
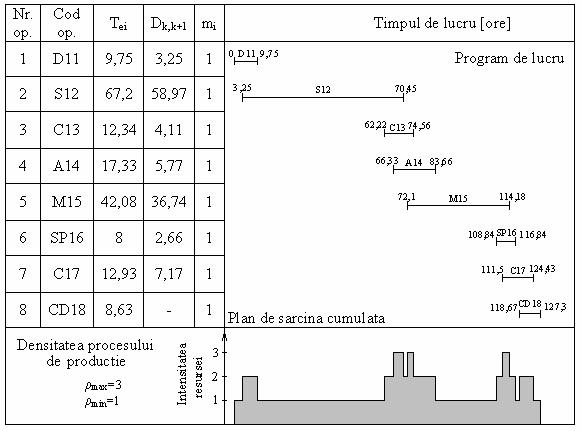
Fig.1 Programul de lucru pentru reperul P1
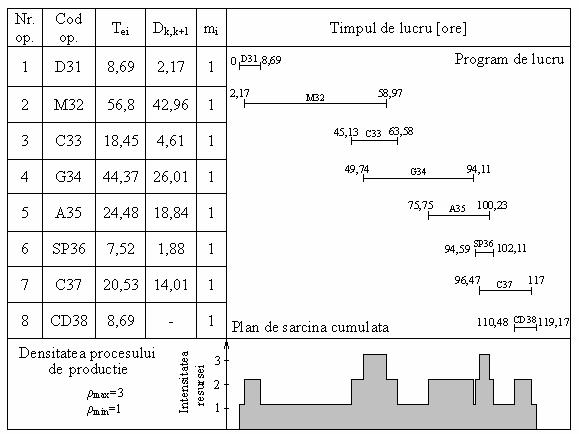
Fig. 2 Programul de lucru pentru reperul P3
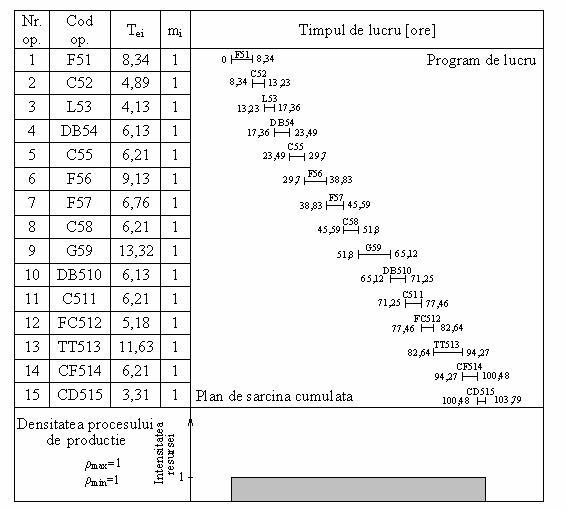
Fig. 3 Programul de lucru pentru reperul P5
Fig. 4 Planul de sarcina cumulata pentru produsul P
8 Elaborarea tabelelor de sarcina cumulata si a graficelor de sarcina cumulata
Tabelul de sarcina cumulata evidentiaza, pe fiecare interval, atat sarcina curenta, cat si sarcina cumulata a fiecarei resurse.
Graficul de sarcina cumulata este o reprezentare grafica plana care pune in evidenta cumulul de sarcina al unei resursei: aceste grafice sunt prezentate in figurile urmatoare.
Pentru reperul P1
Tabelul 5
|
Nr. crt. |
Intervale temporare [ore] |
|
Sarcina curenta [ore-persoana] |
Sarcina cumulata [ore persoana] |
Fig. 5 Graficul de sarcina cumulata pentru reperul P1
Pentru reperul P3
Tabelul 6
|
Nr. crt. |
Intervale temporare [ore] |
|
Sarcina curenta [ore-persoana] |
Sarcina cumulata [ore persoana] |
fig. 6 Graficul de sarcina cumulata pentru reperul P3
Pentru reperul P5
Tabelul 7
|
Nr. crt. |
Intervale temporare [ore] |
|
Sarcina curenta [ore-persoana] |
Sarcina cumulata [ore persoana] |
Fig. 7 Graficul de sarcina cumulata pentru reperul P5
Pentru produsul P Tabelul 8
|
Nr. crt. |
Intervale temporare [ore] |
|
Sarcina curenta [ore-persoana] |
Sarcina cumulata [ore persoana] |
|
| ||||
Fig. 8 Graficul de sarcina cumulata pentru produsul P
9 Corelarea programelor de lucru cu PPD
Corelarea programelor de lucru cu PPD presupune determinarea stocurilor asociate fiecarui reper, dupa livrarile efectuate in fiecare trimestru.
Stocurile se determina cu relatia:
 (24) , unde:
(24) , unde:
![]() - cererea neta in saptamana
- cererea neta in saptamana
![]() ;
;
![]() - fondul nominal de
timp disponibil in saptamana
- fondul nominal de
timp disponibil in saptamana ![]() .
.
Pentru fiecare reper se va calcula ![]() cu relatia:
cu relatia:
![]() . (25)
. (25)
Daca  atunci se va folosi
atunci se va folosi ![]() in calculul
stocurilor.
in calculul
stocurilor.
![]() ;
;
![]() .
.
Pentru reperul P1: Fn(t)I>Tcm1; Fn(t)I'>Tcm1;
Pentru reperul P3: Fn(t)I'>Tcm3;
Pentru reperul P5: Fn(t)I>Tcs5.
![]() ;
;
![]()
![]()
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() ;
;
![]() .
.
Pentru reperul P1: Fn(t)II>Tcm1; Fn(t)II'>Tcm1;
Pentru reperul P3: Fn(t)II'>Tcm3;
Pentru reperul P5: Fn(t)II>Tcs5.
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() ;
;
![]() .
.
Pentru reperul P1: Fn(t)III>Tcm1; Fn(t)III'>Tcm1;
Pentru reperul P3: Fn(t)III'>Tcm3;
Pentru reperul P5: Fn(t)III>Tcs5.
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
![]() ;
;
![]() .
.
Pentru reperul P1: Fn(t)IV>Tcm1; Fn(t)IV'>Tcm1;
Pentru reperul P3: Fn(t)IV'>Tcm3;
Pentru reperul P5: Fn(t)IV>Tcs5.
Pentru ca Fn(t)IV si Fn(t)IV' >Fn(t)max , atunci se va folosi Fn(t)max in calculul stocurilor.
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Valorile stocurilor pentru cele trei repere sunt prezentate in tabelul urmator:
Tabelul 9
|
Reperul |
|
|
|
|
|
|
|
|
|
|
P1 | |||||||||
|
P3 | |||||||||
|
P5 |
10 Calculul costului de productie
Calculul costului de productie pentru fabricarea unui reper se calculeaza cu relatia:
![]() [RON/buc]. (26)
[RON/buc]. (26)
Categoriile de costuri, care intra in componenta costului total ![]() , au urmatoarele semnificatii si sunt calculate cu relatiile:
, au urmatoarele semnificatii si sunt calculate cu relatiile:
![]() - costuri curente,
- costuri curente, ![]() [RON/buc] , (27) unde:
[RON/buc] , (27) unde:
![]() - costul obiectului
muncii pana la intrarea lotului in stadiul respectiv de prelucrare,
- costul obiectului
muncii pana la intrarea lotului in stadiul respectiv de prelucrare, ![]() [RON/buc] ; (28)
[RON/buc] ; (28)
![]() - costul cu retributia
personalului direct productiv,
- costul cu retributia
personalului direct productiv,  [RON/buc] ; (28)
[RON/buc] ; (28)
![]() - retributia orara a
operatorilor directi ce participa la executia fiecarei operatii,
- retributia orara a
operatorilor directi ce participa la executia fiecarei operatii, ![]() ; (29)
; (29)
![]() - costuri necesare intretinerii
si functionarii capacitatilor de productie pe durata lucrului efectiv,
- costuri necesare intretinerii
si functionarii capacitatilor de productie pe durata lucrului efectiv, ![]() [RON/buc] ; (30)
[RON/buc] ; (30)
![]() - costuri indirecte
(de regie) ale sectiei de fabricatie,
- costuri indirecte
(de regie) ale sectiei de fabricatie, ![]() [RON/buc] ; (31)
[RON/buc] ; (31)
![]() - regia sectiei
in care se prelucreaza lotul de piese identice,
- regia sectiei
in care se prelucreaza lotul de piese identice, ![]() ;
;
![]() - costuri fixe - sunt
dependente de lotul de fabricatie,
- costuri fixe - sunt
dependente de lotul de fabricatie, ![]() [RON/buc] , (32) unde:
[RON/buc] , (32) unde:
![]() - costul total la
nivel de lot,
- costul total la
nivel de lot, ![]() , (33) unde:
, (33) unde:
![]() - costuri determinate
de pregatire-incheiere a fabricatiei si pentru activitatile administrative de
lansare a lotului,
- costuri determinate
de pregatire-incheiere a fabricatiei si pentru activitatile administrative de
lansare a lotului, ![]() [RON/buc] , (34) unde:
[RON/buc] , (34) unde:
![]() - coeficientul de
pondere a costurilor activitatilor administrative de lansare in fabricatie,
- coeficientul de
pondere a costurilor activitatilor administrative de lansare in fabricatie, ![]() ;
;
![]() - timpii de pregatire-incheiere;
- timpii de pregatire-incheiere;
![]() - retributia orara a
operatorilor reglatori,
- retributia orara a
operatorilor reglatori, ![]() ;
;
![]() - numarul de masini
adoptat la fiecare operatie;
- numarul de masini
adoptat la fiecare operatie;
![]() - cheltuieli cu intretinerea
si functionarea capacitatilor de productie pe durata pregatirii-incheierii
fabricatiei,
- cheltuieli cu intretinerea
si functionarea capacitatilor de productie pe durata pregatirii-incheierii
fabricatiei, ![]() [RON/buc] , (35) unde:
[RON/buc] , (35) unde:
![]() - timpii de pregatire-incheiere;
- timpii de pregatire-incheiere;
![]() - cota orara a
costurilor de intretinere si functionare a capacitatilor de productie,
- cota orara a
costurilor de intretinere si functionare a capacitatilor de productie, ![]() ;
;
![]() - numarul de masini
adoptat la fiecare operatie.
- numarul de masini
adoptat la fiecare operatie.
![]() - costuri de
imobilizare a capitalului circulant - variaza direct proportional cu numarul
produselor din lot,
- costuri de
imobilizare a capitalului circulant - variaza direct proportional cu numarul
produselor din lot, ![]() [RON/buc] , (36) unde:
[RON/buc] , (36) unde:
![]() - costurile suportate
de intreprindere pe durata fabricatiei produselor
- costurile suportate
de intreprindere pe durata fabricatiei produselor ![]() , ca urmare a imobilizarii capitalului circulant,
, ca urmare a imobilizarii capitalului circulant, ![]() [RON/buc] , (37) unde:
[RON/buc] , (37) unde:
![]() - coeficient ce
cuantifica angajarea treptata a capitalului circulant,
- coeficient ce
cuantifica angajarea treptata a capitalului circulant,
![]() ; (38)
; (38)
![]() - coeficient ce exprima
numarul loturilor care se gasesc simultan in fabricatie,
- coeficient ce exprima
numarul loturilor care se gasesc simultan in fabricatie,
![]() ; (39)
; (39)
![]() - coeficientul asociat
pierderilor cauzate de imobilizarea capitalului circulant in productie,
- coeficientul asociat
pierderilor cauzate de imobilizarea capitalului circulant in productie, ![]() .
.
![]() - costuri de
amortizare a resurselor de productie,
- costuri de
amortizare a resurselor de productie,
![]() [RON/buc], (40) unde:
[RON/buc], (40) unde:
![]() - numarul de operatii;
- numarul de operatii;
![]() - rata de amortizare
anuala a resurselor de productie,
- rata de amortizare
anuala a resurselor de productie, ![]() ;
;
![]() - valoarea medie
actuala a resurselor de productie,
- valoarea medie
actuala a resurselor de productie, ![]() ;
;
![]() - coeficient de
repartizare a amortizarii,
- coeficient de
repartizare a amortizarii, ![]() . (41)
. (41)
Rezultatele calculelor se prezinta in tabelul 10:
Tabelul 10
|
Reperul P1 |
Reperul P3 |
Reperul P5 |
|
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
|
|
0,73 |
0,74 |
0,74 |
|
|
0,99 |
0,93 |
0,81 |
|
|
2,93 |
3,06 |
2,95 |
|
|
0,001 |
0,001 |
0,003 |
|
|
8 |
8 |
15 |
|
|
0,1 |
||
|
|
72000 |
||
|
|
0,99 |
0,93 |
0,81 |
|
|
11,95 |
11,16 |
19,68 |
|
|
25,56 |
26,09 |
36,33 |
Se calculeaza costul total mediu al celor trei repere cu relatia:  .
.
![]() .
.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2677
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved