| CATEGORII DOCUMENTE |
| Alimentatie nutritie | Asistenta sociala | Cosmetica frumusete | Logopedie | Retete culinare | Sport |
CONSERVAREA FRUCTELOR SI LEGUMELOR PRIN TRATAMENT TERMIC
1. PRINCIPIILE CONSERVARII PRIN TRATAMENT TERMIC
Cea mai mare parte a produselor care apartin industriei conservelor sunt ambalate in recipiente ermetic inchise in care s-a realizat anularea activitatii microorganismelor folosind in acest scop tratamentul termic. Intre nivelul de inactivitate al microorganismelor si nivelul de pastrare a proprietatilor naturale specifice alimentelor trebuie sa existe un echilibru care stabileste raportul intre regimul termic aplicat si pastrarea calitatii produsului conservat. Scopul conservarii cu ajutorul caldurii este asigurarea stabilitatii produsului odata cu pastrarea caracteristicilor sale alimentare.
Un produs este considerat steril in momentul in care distrugerea formelor rezistente ale microorganismelor a atins un anumit nivel, produsul nemaiputand suferi degradari datorita activitatii microorganismelor un timp indelungat. Practic, nu se urmareste crearea unui mediu perfect steril (cercetarile au aratat ca din punct de vedere practic aceasta nu se poate realiza), existand un procent mare de recipiente sterilizate care contin o microflora reziduala in stare latenta. De aceea s-a introdus notiunea de conserve sterile industrial, care cuprind conservele ce contin o microflora reziduala care nu se poate dezvolta in mod normal in decursul depozitarii produsului alimentar si care nu prezinta nici un pericol pentru consumator.
In functie de intensitatea tratamentului termic aplicat, se cunosc doua procedee de conservare:
Sterilizarea aplicarea un timp limitat a unor temperaturi mai mari de 100oC cu efecte de distrugere a tuturor formelor vegetative, a multor forme sporulate precum si inactivarea avansata a formelor foarte rezistente in scopul stabilizarii produsului pe termen lung;
Pasteurizarea aplicarea un timp limitat a temperaturilor mai mici de 100oC, cu efecte de distrugere a formelor vegetative si inactivarea unor forme sporulate putin rezistente la caldura.
Pasteurizarea se aplica la conservele cu aciditate ridicata: conserve de fructe, conserve in otet, conserve de tomate.
1.1. Factorii care influenteaza rezistenta termica a microorganismelor
a. Temperatura si timpul de sterilizare
Sub actiunea temperaturii, microorganismele sunt distruse intr-un anumit timp, numit timp de distrugere termica.
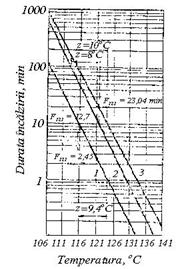
Curba de distrugere termica, trasata in coordonate semilogaritmice, se reprezinta ca o linie dreapta (fig. 2). Ecuatia acestei drepte este:
![]()
in care:
x diferenta in grade intre o temperatura oarecare, luata ca masura de comparare si o alta
temperatura;
y timpul corespunzator temperaturii respective;
t timpul de distrugere corespunzator temperaturii luate ca masura de comparare;
z marimea ce caracterizeaza inclinarea dreptei pentru o tulpina de microorganism data, exprimat in oC. De exemplu, pentru Clostridium botulinum z
S-a demonstrat ca prin ridicarea temperaturii scade mult timpul de sterilizare. Timpul in care se aplica temperatura in procesul de sterilizare este hotarator. Intre temperatura si timp trebuie sa existe o corelare optima. Mentinerea un timp prea scurt la temperatura de sterilizare conduce la substerilizarea produsului, expunandu-l la alterare; prelungirea timpului poate avea ca rezultat obtinerea unei conserve suprasterilizate, cu proprietati organoleptice degradate.
|
Figura 2 - Curba de distrugere termica (Thermal-Death-Time): 1 - Cl. Botulinum; - Cl. Sporogenes PA-3670; 3 - Bacillus stearo-thermophilus FS-1518. |
Conducerea corecta a procesului de sterilizare trebuie sa realizeze echilibrul optim intre timp si temperatura, tinand seama de toti factorii care contribuie la sterilizarea produ-sului: natura materiei prime, reactia mediului, vascozitatea, gradul de infectare etc. Pentru a intelege notiunea de valoare de sterilizare a fost ales un microorganism de referinta considerat ca foarte rezistent la caldura din gama sporilor patogeni si anume Clostridium botulinum. Distrugerea prin caldura a acestuia implica distrugerea tuturor celorlalte categorii de spori mai putin rezistenti. Ca urmare, valoarea de sterilizare a unui tratament termic este reprezentata prin gradul de distrugere a sporilor de Clostridium botulinum supusi tratamentului respectiv. Luand ca referinta temperatura de 121,1oC (distrugerea completa se obtine prin incalzirea timp de 1 minut la 121,1oC sau timp de 10 minute la 111,1oC) se poate spune ca valoarea de sterilizare a tratamentului termic care consta in aplicarea temperaturii de 121,1oC timp de 1 minut este 1; la 111,1oC valoarea de sterilizare va fi de 10 ori mai mica, adica 0,1; la 131,1oC se constata ca o zecime de minut este suficienta, valoarea de sterilizare a tratamentului aplicat fiind 10. |
Pentru fiecare formula de sterilizare corespunde o valoare de sterilizare minimala, adica o valoare sub care nu se poate cobori fara riscuri. In afara procedeului de sterilizare obisnuit, in prezent se practica pe scara tot mai mare aplicarea unor temperaturi de sterilizare ridicate, in timp foarte scurt, cu obtinerea unor rezultate mai bune in ceea ce priveste atat valoarea de sterilizare care sa asigure produsul, cat si pastrarea in conditii optime a proprietatilor specifice materiei prime si valorii alimentare. Se considera ca temperaturi de circa 125oC aplicate un timp scurt, de 6 - 10 minute, in functie de natura produsului, dau rezultate bune.
Din punct de vedere calitativ, ridicarea temperaturii cu 10oC are ca efect scurtarea timpului de distrugere a bacteriilor la 1/10, respectiv o ridicare a temperaturii cu 30oC reprezinta o scurtare a timpului la 1/1000, realizandu-se o durata de sterilizare foarte redusa. Totusi, ridicarea temperaturii peste 125oC este nerationala, deoarece se observa cresterea cantitatii de proteine neasimilabile. In cazul sterilizarii produsului in vrac, temperatura optima este de 145oC.
b. Natura si numarul microorganismelor - gradul de infectare a materiei prime
Rezistenta microorganismelor la caldura difera dupa specia din care fac parte (drojdiile si mucegaiurile fiind cele mai sensibile), dupa stadiul de dezvoltare (forme vegetative sau forme sporulate, ultimele prezentand rezistenta cea mai mare).
Bacteriile, din punct de vedere a comportarii lor fata de temperatura se impart in doua grupe:
- bacterii termorezistente - in special cele care predomina pe materiile prime cu reactie neutra sau slab alcalina;
- bacterii nerezistente la actiunea caldurii.
Din prima grupa fac parte bacteriile sporulate, ai caror spori se caracterizeaza printr-o mare stabilitate termica (de exemplu, bacteriile care provoaca fermentarea acida a conservelor de mazare pot rezista la 120oC timp de 10 minute).
Bacteriile care au o slaba rezistenta la actiunea caldurii sunt nesporulate, pentru distrugerea lor este suficienta o temperatura de 60 - 70oC.
Mucegaiurile, cu mici exceptii, sunt de asemenea putin rezistente la actiunea temperaturilor ridicate, temperatura de 100oC asigurand distrugerea lor in cateva minute. O deosebita rezistenta prezinta Byssoclamys fulve care poate rezista in compoturile de prune la o incalzire la 100oC timp de 16 minute.
Drojdiile sunt distruse la temperaturi cuprinse intre 60 - 70oC dupa un timp de incalzire de 1 - 2 minute, cele mai rezistente fiind Saccaromyces lactis, Mycoderma lactis si Torula.
Distrugerea microorganismelor sub actiunea temperaturii se desfasoara dupa o reactie monomoleculara, data de ecuatia:
![]()
in care:
B concentratia microorganismelor;
t timpul;
k coeficientul vitezei de distrugere termica a microorganis-melor (min-1).
![]()
Daca se noteaza:
B0 numarul initial de microorganisme, cand t
b numarul final de microorganisme,
![]()
![]()
Se observa ca distrugerea microorganismelor sub actiunea caldurii are o expresie logaritmica si ca depinde de numarul de microorganisme ce se gaseste initial in produs.
Factorul k depinde de gradul de termorezistenta a microorganismelor, de proprietatile bactericide ale conservei si de temperatura.
Din ecuatiile de mai sus rezulta:
![]()
Din aceasta ecuatie se pot desprinde doua concluzii importante:
in acelasi interval de timp, in conditii asemanatoare, reducerea numarului de microorganisme se face in aceeasi proportie, indiferent de numarul initial de microorganisme (demonstrand importanta pe care o are numarul initial de microorganisme asupra eficacitatii sterilizarii);
pe
masura prelungirii procesului de sterilizare raportul ![]() scade, dar nu poate deveni egal cu zero (explicand astfel de ce nu se poate ajunge la
o sterilizare absoluta a produselor).
scade, dar nu poate deveni egal cu zero (explicand astfel de ce nu se poate ajunge la
o sterilizare absoluta a produselor).
Din aceasta formula se poate determina timpul necesar pentru distrugerea microorganismelor pana la numarul final b.
Concluzia este ca, in cazul in care produsul este foarte infectat, timpul de sterilizare trebuie marit pentru a avea aceeasi eficacitate. Ca urmare, trebuie luate toate masurile ca prin operatiile anterioare sterilizarii, sa se reduca pe cat posibil numarul de microorganisme.
Acelasi microorganism, dezvoltat in conditii ecologice diferite, manifesta o rezistenta termica diferita. Astfel, microorganismele din regiunile cu clima calda sunt mai rezistente la actiunea ridicarii temperaturii decat microorganismele din regiunile nordice, cu clima rece.
De asemenea, printr-un proces termic anterior insuficient, se pot selectiona microorganisme termofile rezistente.
c. Compozitia chimica a produsului
Aciditatea mediului influenteaza in cea mai mare masura sterilizarea produselor. Dupa valoarea pH-ului, conservele se pot grupa in: conserve cu pH scazut (cu reactie acida) pH<4,6; conserve cu pH mediu (slab acid) pH 6,3; conserve cu pH ridicat (aproape neutre) pH>6,
Practica sterilizarii produselor alimentare a aratat ca, cu cat pH-ul este mai scazut, cu atat distrugerea microorganismelor are loc intr-un timp mai scurt. Aceasta constatare prezinta importanta practica deoarece conservele cu aciditate ridicata (de caise, prune, visine, struguri, tomate) se pot conserva prin pasteurizare, la temperaturi sub 100oC. La pH 6,0, pentru distrugerea germenilor sunt necesare temperaturi mai mari de 100oC.
Scaderea rezistentei fata de caldura a microorganismelor in mediu acid se explica prin hidrolizarea partiala a membranei, modificarea reactiilor intracelulare, modificarea gradului de disociere a continutului protoplasmatic cu schimbarea potentialului de oxido-reducere avand ca urmare denaturari in masa protoplasmei pana la disparitia fenomenelor vitale. In urma sterilizarii, conserva isi mareste in general pH-ul si are loc o stabilizare a lui in urma difuziunii substantelor cu actiune tampon in solutie. Acidificarea mediului cu acizi alimentari, fara a influenta calitatile gustative ale produsului, poate duce la reducerea temperaturii si a timpului de sterilizare, in favoarea pastrarii calitatilor organoleptice ale produsului.
Natura produsului influenteaza rezistenta microorganismelor astfel:
- substantele proteice si grasimile maresc rezistenta la caldura a microorganismelor, exercitand un rol protector asupra acestora. De exemplu, Bacillus mesentericus care in apa este distrus la 130oC, la aceeasi temperatura in ulei este mai rezistent; de asemenea, Salmonella sau Bacillus coli rezista in ulei la 100oC timp de 30 minute si sunt distruse in apa la 60 - 65oC in acelasi interval de timp. Actiunea protectoare a uleiului se explica prin faptul ca in jurul celulei microbiene se formeaza un strat dens de molecule hidrofobe de ulei care mareste rezistenta la tratament termic.
- prezenta clorurii de sodiu mareste rezistenta microorganismelor la concentratii slabe de 1 - 2 % dar la concentratia de 8 % incepe sa influenteze favorabil asupra distrugerii microorganismelor.
- zaharul si glucoza favorizeaza rezistenta unor specii de bacterii; de asemenea, drojdiile osmofile prezinta o rezistenta marita in siropuri de zahar cu o concentratie de peste 30 % in timp ce in apa sunt usor distruse pana la 100oC.
- aerul tesuturilor, mentinand un strat izolator in jurul celulelor, exercita asupra microorganismelor un efect favorabil, marindu-le rezistenta la caldura.
- substantele fitoncide continute de unele fructe si legume influenteaza favorabil asupra distrugerii microorganismelor. Cu cat temperatura este mai ridicata, cu atat actiunea fitoncida este mai puternica.
1.2. Procesul de termopenetratie
In industria conservelor intereseaza ca temperatura de sterilizare sa se realizeze in masa intregului produs. Un proces de sterilizare trebuie sa fie caracterizat prin indicarea timpului de mentinere a temperaturii dupa ce centrul cutiei a atins temperatura de sterilizare.
Centrul cutiei este considerat in mod obisnuit punctul in care efectul de sterilizare este cel mai slab.
Prin termopenetratie se defineste procesul de patrundere a caldurii in interiorul recipientului. Studiul procesului de termopenetratie se face prin urmatoarele metode:
a. metoda testelor chimice;
b. metoda termometrului maximal;
c. metoda termocuplului.
Cu ajutorul termocuplului introdus in cutie printr-o bucsa de etansare se poate urmari variatia temperaturii in interiorul cutiei in functie de timp, variatie care se reprezinta grafic sub forma unei curbe caracteristice denumita curba de termopenetratie (fig. 3).
|
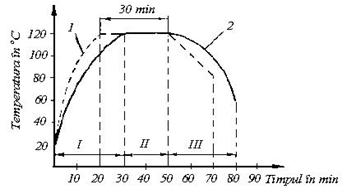
Figura 3 - Curba de termopenetratie: 1 - variatia temperaturii in autoclav; 2 - variatia temperaturii in centrul geometric al recipientului. |
Curba autoclavului cuprinde trei portiuni: - portiunea I de ridicare a temperaturii; - portiunea II de mentinere a temperaturii; - portiunea III de scadere a temperaturii. Se observa ca temperatura in interiorul cutiei creste mult mai greu ca in autoclav, produsul ajungand la temperatura de sterilizare cu o anumita intarziere. Scaderea temperaturii in urma racirii se face insa mult mai greu, temperatura cutiei fiind mai ridicata decat cea a autoclavului. |
1. Factorii care influenteaza termopenetratia
a. Proprietatile fizico-chimice ale produsului (natura si consistenta produsului)
Produsele care fac obiectul sterilizarii pot fi clasificate dupa diferentierea fazei lichide sau semisolide astfel:
produse cu compozitie omogena, constituite dintr-o faza unica diferentiata prin gradul de vascozitate. Acestea la randul lor pot fi:
- produse cu vascozitate neschimbata in timpul tratamentului termic (ex. piureuri de legume, spanac, bulionuri);
- produse a caror vascozitate variaza in timpul tratamentului termic (ex. produse din carne, la care grasimile se lichefiaza prin caldura).
produse cu compozitie eterogena, la care faza solida, formata din elemente de dimensiuni diferite este inclusa intr-o faza lichida de vascozitate variabila. Raportul dintre cele doua faze determina raportul dintre cele doua moduri de transmitere a caldurii: convectie/ conductie.
Unele produse absorb apa in timpul fierberii la care sunt supuse inaintea sterilizarii (ex. fasolea boabe). Daca aceste produse nu au absorbit in timpul fierberii cantitatea maxima de apa, in timpul sterilizarii ele continua sa absoarba din apa continuta in recipient, care imputinandu-se, modifica raportul dintre partea solida si cea lichida, ingreunand patrunderea caldurii, produsul putand astfel ramane substerilizat.
De asemenea intereseaza evolutia in procesul de sterilizare a fazei lichide din punct de vedere a vascozitatii acesteia. Continutul in amidon influenteaza vascozitatea produsului. Cand continutul de amidon creste peste 6 %, curentii de convectie nu se mai produc iar caldura se transmite numai prin conductie.
b. Modul de asezare a produsului in recipient
Circulatia curentilor de convectie in recipientul supus sterilizarii se face in general pe verticala. Asezarea compacta a produsului impiedica formarea curentilor de convectie si deci ingreuneaza termopenetratia (ex. conservele de fasole verde si sparanghel la care sterilizarea se face in timp scurt).
Cand partea solida se prezinta sub forma de bucati mari, cu spatii intre ele, realizarea curentilor de convectie este usurata; cu cat bucatile partii solide sunt de dimensiuni mai mici, continutul devenind mai compact, cu atat termopenetratia se realizeaza mai greu, marind timpul de sterilizare.
c. Diferenta dintre temperatura mediului de incalzire si temperatura initiala a produsului
Termopenetratia, ca viteza si durata, este determinata de diferenta dintre temperatura mediului de incalzire si temperatura initiala a produsului. Daca temperatura autoclavei creste, viteza de termopenetratie creste, deoarece creste Dt si ca urmare scade durata de timp in care temperatura produsului atinge temperatura de sterilizare in centrul geometric al recipientului.
Daca se ridica temperatura initiala a produsului fara a modifica temperatura autoclavei, se deosebesc doua cazuri:
la produsele care se incalzesc prin convectie, ridicarea temperaturii initiale a produsului influenteaza in mica masura viteza si durata termopenetratiei;
la produsele care se incalzesc prin conductie, desi viteza de termopenetratie scade (deoarece se micsoreaza Dt) totusi intervalul de timp in care temperatura continutului (centrului geometric) atinge temperatura autoclavului este mai mica.
d. Dimensiunile recipientului
Pentru realizarea sterilizarii complete a continutului este necesar ca produsul din centrul geometric al recipientului sa atinga temperatura de sterilizare.
In cazul recipientelor metalice cilindrice se deosebesc doua cazuri:
- cazul recipientelor cu volum constant dar cu dimensiuni diferite; daca H>D, distanta minima de patrundere a caldurii este raza.
Daca D>H sau D H, cea mai mare parte a caldurii se transmite prin capace iar daca D H, factorul hotarator il constituie suprafata totala a cutiei, 2/3 din caldura se transmite prin suprafata laterala si 1/3 prin suprafetele bazelor.
- cazul recipientelor ale caror dimensiuni se modifica odata cu modificarea volumului; marirea volumului cutiei conduce la micsorarea vitezei de termopenetratie deoarece cresterea volumului este mai mare decat cresterea suprafetei exterioare.
e. Materialul din care este confectionat recipientul
Transmiterea caldurii in recipient depinde de conductibilitatea termica a materialului si de grosimea peretilor recipientului. In cazul cutiilor de tabla, dimensiunea mica a grosimii peretilor si conductibilitatea mare pe care o are aceasta nu influenteaza practic viteza de transmitere a caldurii. In cazul borcanelor de sticla care au 2 - 6 mm grosime si o conductivitate redusa, viteza de patrundere a caldurii este diminuata.
f. Gradul de agitare a recipientului
Un regim de sterilizare static va determina o ridicare lenta a temperaturii, astfel ca pentru atingerea temperaturii de regim in centrul recipientului este necesar un timp relativ lung si temperaturi ridicate. In general se folosesc temperaturi de 121 - 122oC. Peste 122oC incep fenomenele de degradare a produsului care, in conditiile sterilizarii statice se manifesta rapid in zonele periferice ale recipientului care vin in contact direct cu temperatura ridicata a autoclavei.
Ridicarea prea lenta a temperaturii in centrul recipientului poate duce la o suprasterilizare la periferia produsului, cu toate defectele de ordin organoleptic cunoscute. Unul din mijloacele de accelerare a termopenetratiei, aplicat astazi pe scara larga, consta in sterilizarea in regim de agitare a recipientelor.
Viteza optima de rotatie determinata este de 25 rot./min. S-a aratat ca se poate obtine o termopenetratie rapida facand cutia sa se roteasca in jurul unui ax perpendicular pe axul propriu situat in exteriorul cutiei.
Circularea apei in autoclava in timpul sterilizarii este un alt mijloc de a reduce durata tratamentului termic prin accelerarea termopenetratiei. Astfel, timpul de sterilizare se poate reduce cu 16 - 22 % fata de durata medie.
g. Temperatura si timpul de sterilizare
La sterilizare, prin masurarea temperaturii la intervale egale de timp si reprezentare grafica, se obtin doua curbe: curba temperaturii din autoclava si curba temperaturii din centrul conservei.
Curba temperaturii din autoclava arata ca procesul de sterilizare se desfasoara in trei faze: ridicarea temperaturii, mentinerea temperaturii si coborarea temperaturii.
Curba temperaturii in centrul conservei arata ca timpul de sterilizare efectiva a conservei se realizeaza in ultima parte a timpului in care se mentine in autoclava temperatura de sterilizare.
Daca se reduce timpul de ridicare a temperaturii in autoclava si se pastreaza aceeasi durata de mentinere a temperaturii autoclavei, atunci durata efectiva de sterilizare a produsului se micsoreaza iar conservarea acestuia nu este asigurata. Rezulta deci ca formula de sterilizare stabilita prin determinari experimentale trebuie riguros respectata, in caz contrar ajungandu-se fie la substerilizare, fie la suprasterilizare.
1.4. Presiunea interioara in recipiente
In timpul sterilizarii, in interiorul recipientului se formeaza o presiune interioara ridicata, datorita dilatarii produsului, aerului, gazelor continute de produs si vaporilor saturati, presiune care poate atinge 2 atm. Datorita valorilor ridicate ale presiunii interioare exista pericolul ca ea sa nu fie compensata de presiunea exterioara existenta in autoclav si, ca urmare, sa apara deformatii remanente la faltul cutiei, sub forma unui colt umflat denumit 'cioc', existand pericolul de neetanseitate, iar la borcane sa sara capacul.
Calculul presiunii interioare
![]()
in care:
Pa presiunea partiala a aerului si gazelor la temperatura de sterilizare;
Pv presiunea partiala a vaporilor saturati la temperatura de sterilizare.
in care:
Pa presiunea gazelor si a aerului la temperatura initiala;
V1 volumul care nu este ocupat cu produs inainte de sterilizare;
V2 volumul care nu este ocupat cu produs dupa sterilizare;
T1 temperatura absoluta a aerului si gazelor in timpul inchiderii;
T2 temperatura absoluta a aerului si gazelor in timpul sterilizarii.
Pa P1 Pv
in care:
P1 presiunea in cutie dupa inchidere;
Pv presiunea relativa a vaporilor saturati la temperatura de inchidere.
![]()
Se demonstreaza ca ![]()
in care:
f1 gradul de umplere a recipientului cu produs, ![]()
x gradul de deformare a recipientului
![]()
y gradul de dilatare a produsului
![]()
![]()
Studiind aceasta formula se observa ca pentru a scadea presiunea interioara se poate actiona asupra urmatorilor factori:
micsorand valoarea V1 prin inchiderea recipientelor sub vid;
- micsorand valoarea Pv prin ridicarea temperaturii produsului inainte de inchidere;
- micsorand raportul T2 / T1 prin ridicarea temperaturii produsului inainte de inchidere;
- micsorand raportul V1 / V2 prin marirea factorului x si reducerea factorului y. Se poate actiona in general numai asupra factorului x folosind recipiente metalice. La borcane, deoarece sticla are un coeficient de dilatare scazut, coeficientul de marire a volumului la temperatura de sterilizare este foarte mic. De aceea, daca se sterilizeaza borcane de conserve in conditii obisnuite, exista pericolul sa sara capacul, deoarece el este cel care preia cea mai mare parte din presiunea interioara.
Factorii care influenteaza presiunea interioara sunt:
Continutul recipientului - lichidele vor mari mai mult presiunea interioara decat solidele, deoarece coeficientul de dilatare termica este mai mare. Gazele existente in celulele produsului si eliminate la sterilizare exercita o presiune suplimentara, de aceea se recomanda oparirea produsului.
Recipientele - la cutii presiunea interioara este mai redusa decat la borcane, deoarece coeficientul de dilatare termic la tabla este mai mare decat la sticla. De asemenea, influenteaza forma cutiilor si profilul capacelor.
Procedeul de umplere si de inchidere - prin inchiderea cutiilor cu produs la temperatura ridicata se reduce simtitor presiunea interioara, realizandu-se totodata si eliminarea aerului din cutie (exhaustare). Metodele de realizare practica sunt:
- turnarea lichidului de umplere la temperatura ridicata, in jur de 90oC;
- folosirea instalatiilor de preancalzire a cutiilor inainte de inchidere;
- inchiderea recipientelor sub vid (300 - 600 mmHg) care permite sa se elimine 90% din aerul existent.
Procedeul de sterilizare si racire - prin sterilizarea cu contrapresiune, presiunea interioara este echilibrata de presiunea din autoclav.
Gradul de umplere a cutiei
2. TEHNOLOGIA FABRICARII CONSERVELOR STERILIZATE
SI PASTEURIZATE DE LEGUME
2.1. Tehnologia fabricarii conservelor de mazare
La fabricarea conservelor de mazare, calitatea mazarii, influentata direct de gradul ei de maturare, joaca un rol determinant asupra calitatii produsului finit. In esenta, mazarea trebuie sa aiba un continut maxim de zahar si minim de amidon. Ea trebuie sa fie dulce, sa aiba o culoare verde specifica, o consistenta fina, un gust specific mazarii si un bob cat mai mic. Aceste caracteristici apar la maturitate industriala si caracteristic mazarii este durata scurta aferenta acestui stadiu de maturitate.
In stadiul de maturitate industriala, mazarea contine 4 6 % zahar, 8 10 % proteine vegetale, 10 20 mg vitamina C / 100 g si o cantitate mare de saruri minerale. Cu cat continutul de zahar reducator este mai mic, cu atat continutul de amidon este mai mare. Prezenta amidonului in cantitate mare conduce la defectul denumit amidonaj, cand conserva de mazare se tulbura datorita expulzarii sucului celular, mazarea devine tare si improprie consumului.
In ceea ce priveste conservarea mazarii, se disting doua orientari: cea franceza, care utilizeaza boabe mici si rotunde caracteristice soiului PISUM SATIVUM si cea anglo-saxona care utilizeaza boabe mai mari, indiferent de forma lor si care au avantajul unei maturari de durata mai indelungata. La noi in tara predomina orientarea franceza datorita calitatilor de gust si aroma ale soiului amintit.
O campanie lunga si bine pregatita de mazare se obtine in urma recoltarii a trei categorii de mazare: soiuri timpurii, semitarzii si tarzii. Aceasta permite industrializarea mazarii la sfarsitul lunii mai, in luna iunie si la inceputul lunii iulie.
Recoltarea mazarii se face manual sau mecanizat.
Recoltarea manuala se face prin culegerea pastailor ajunse in stadiul de dezvoltare dorit, de obicei la orele reci ale zilei (dimineata si seara) pentru a se evita palirea pastailor.
Transportul si depozitarea in fabrica a pastailor se face in lazi-gratare, umplute la circa 2/3 pentru a permite o buna aerisire. La depozitare se va asigura o buna ventilatie deoarece mazarea se acreste foarte usor. Separarea boabelor de pastai se face cu ajutorul batozelor de teci.
Recoltarea mecanizata se face cu ajutorul cositorii de mazare. Mazarea verde taiata este incarcata cu ajutorul unui elevator in remorci si transportata la statiile de batere. Statia de batere se compune din urmatoarele utilaje: batoza pentru mazare cosita, vanturatoare, cantar automat, spalator cu flotatie.
Masina de spalat prin flotatie realizeaza o ultima curatire a boabelor, indepartand impuritatile care au ramas in urma vanturarii, o racire a mazarii si o reducere a numarului de microorganisme.
Boabele de mazare astfel obtinute se altereaza destul de usor, deaceea ele trebuie transportate urgent la fabrica. Transportul se poate face fie in tavi de aluminiu prevazute cu picioare, astfel incat suprapuse sa permita o buna aerisire a continutului, fie in lazi de lemn cu o capacitate de circa 25 kg.
In timpul stocarii, in boabele de mazare se continua procesele de metabolism, care, pe langa faptul ca maturizeaza mazarea suplimentar dupa recoltare, contribuie la cresterea proportiei de amidon, prin transformarea zaharurilor, proces care se accentueaza prin pastrarea intr-un loc cald, in strat gros si in lipsa de aer. Evaporarea apei in timpul stocarii aduce pierderi in greutate. Pentru a evita pierderile se recomanda ca de la obtinerea boabelor si pana la intrarea lor in fabricatie sa nu se depaseasca 1 - 2 ore.
Sortarea mazarii se face pe doua criterii: pe criteriul dimensiunii in cazul prelucrarii mazarii cu bobul neted si pe criteriul masei specifice in cazul mazarii cu bobul zbarcit.
Sortarea pe dimensiuni se face cu ajutorul presortatorului si al triorului de mazare. Alimentarea presortatorului se face printr-un sistem de transport hidraulic constituit dintr-o pompa care foloseste apa clorinata ca agent de transport al boabelor prin conducta. Transportul hidraulic evita degradarile mecanice si inlatura o parte din microflora. Se foloseste un raport mazare:apa 1: Triorul pentru mazare calibreaza dupa dimensiuni mazarea verde in cinci categorii, tinand cont de faptul ca, pe masura ce mazarea se maturizeaza dimensiunile boabelor cresc. Se realizeaza o clasare riguroasa a boabelor, fapt care permite oparirea uniforma si tratarea termica a loturilor de aceleasi dimensiuni.
Oparirea mazarii se realizeaza in urmatoarele scopuri: inactivarea enzimelor; distrugerea partiala a microflorei epifite; indepartarea prin coagulare a substantelor care se gasesc la suprafata boabelor, provenite din strivirea tesuturilor vegetale; inmuierea tesuturilor si indepartarea gazelor continute, inlocuindu-le cu apa.
Oparirea se poate realiza cu apa fierbinte la 95 - 98oC sau cu abur si dureaza, in functie de marimea boabelor de mazare, intre 3 si 10 minute. Oparirea este terminata atunci cand prin presarea intre degete a bobului de mazare acesta se desface in cele doua jumatati.
Oparirea se face in aparate cu functionare continua pentru toate categoriile de boabe, in afara de mazarea extrafina care se opareste in cazane duplicate.
Pentru a impiedica actiunea prelungita a caldurii, care poate provoca degradari ale calitatii si poate inlesni alterarile microbiologice, mazarea se raceste imediat dupa oparire. Racirea mai contribuie si la indepartarea eventualelor resturi de spuma, care raman dupa oparire. Pentru aceasta, din oparitorul continuu mazarea cade intr-un spalator cu flotatie. Cu aceasta ocazie se realizeaza si indepartarea pielitelor si a boabelor rupte. Mazarea racita este trecuta pe mese cu transportoare de cauciuc alb, pentru a se face alegerea boabelor sau a pielitelor care au ramas. Mazarea aleasa este colectata in rezervoare metalice asezate deasupra masinilor de umplut recipiente.
Dozarea in recipiente cuprinde doua faze: mai intai se dozeaza boabele cu masini dozatoare automate iar apoi se dozeaza saramura la instalatia de preparat si dozat saramura.
Saramura, care se adauga incalzita la 80 - 85oC, are o concentratie variabila de la 0,8 la 1,5 %. La cerere se poate adauga 1 - 1,5 % zahar si glutamat de sodiu. Atunci cand este posibila aparitia pericolului de amidonare, se recomanda adaugarea in saramura a clorurii de calciu, in concentratii variabile in functie de duritatea apei folosite.
Recipientele umplute se trec la operatia de sterilizare, conform formulei de sterilizare caracteristica fiecarui tip de conserva. Dupa sterilizare, racirea recipientelor se va face pana la 45oC, pentru a asigura astfel uscarea partiala a acestora.
Accidente la fabricarea conservelor de mazare
Acrirea conservelor - poate fi de natura fiziologica, ce apare in conditiile in care pastaile nu au fost batozate corespunzator sau au fost pastrate in conditii anaerobe ce au condus la o fermentatie lactica a zaharului din boabe, sau de natura microbiologica, datorata dezvoltarii lui Bacterium butiricus.
Degradari ale culorii - datorate instabilitatii clorofilei care la tratamente termice indelungate trece in feofitina de culoare cenusie. Degradarea culorii este influentata de nivelul de temperatura, de durata tratamentului termic, de nivelul pH-ului (fiind mult mai rapida la pH acid), de prezenta O2 si a metalelor grele. Dintre metalele grele Sn si Fe sunt mai frecvente pe linia de prelucrare si pot determina degradarea culorii. Cuprul, spre deosebire de Fe si Sn, provoaca o intensificare a culorii.
Pentru prevenirea denaturarilor de culoare se aplica procedee de oparire a mazarii in apa fierbinte in care se poate introduce pana la 4 % MgO si 0,2 % CaO, precum si tratarea cu solutie 3 % Na2CO3 prin procedeul Blaire. Na2CO3 creaza pH-ul alcalin, MgO asigura stabilitatea Mg din structura clorofilei iar CaO contribuie la mentinerea texturii boabelor.
Se mai poate aplica procedeul denumit Heintze care consta in inmuierea boabelor intr-o solutie 2 % Na2CO3, urmata de oparire in apa fierbinte, dupa care in recipient se dozeaza saramura cu 1 % NaCl, 1 % zahar, 0,2 % CaO. Apa utilizata pentru prepararea saramurii in acest caz trebuie sa fie apa dedurizata.
Amidonajul - consta intr-o trecere a amidonului, care devine solubil, in saramura, dandu-i un aspect tulbure. In timpul depozitarii particulele precipita si se depun. Amidonajul nu este periculos din punct de vedere microbiologic dar diminueaza valoarea nutritiva si aspectul produsului. In cazul unui amidonaj puternic, depunerile de amidon pot suferi un proces de gelatinizare.
2.2. Tehnologia fabricarii conservelor de fasole verde
Materia prima este reprezentata de fasolea pastai care trebuie sa fie frageda, fara semne de depreciere fizica si sa nu formeze ate la maturitatea industriala. Cercetarile au aratat ca exista o legatura directa intre continutul de celuloza si formarea atelor. In principiu, exista doua grupe de soiuri de fasole: cu teaca verde (soiurile timpurii si semitimpurii) si cu teaca galbena (soiurile semitimpurii si tarzii).
Recoltarea fasolei verzi se poate face manual, pe etape, in functie de gradul de maturitate, sau mecanizat, cu ajutorul masinii de recoltat fasole.
Transportul din camp la fabrica se face in ladite din lemn sau material plastic. Fasolea adusa in fabrica se depoziteaza in spatii ferite de caldura excesiva sau de razele soarelui. Perioada de recoltare, transport si depozitare a materiei prime si pana la intrarea in fabricatie trebuie sa fie de maxim 10 ore.
Procesul tehnologic al fabricarii conservelor de fasole verde cuprinde linia de sortare si taiere a pastailor si linia de fabricatie propriu-zisa.
Sortarea fasolei verzi se realizeaza in triorul reglabil pentru fasole, care calibreaza fasolea verde, dupa grosimea pastailor, in doua dimensiuni.
Taierea varfurilor se realizeaza intr-o masina de taiat varfuri iar cantitatea de deseuri obtinute in urma operatiei de taiere a varfurilor este de 5 %.
In linia tehnologica de conservare a fasolei taiate, pentru taierea pastailor de fasole in bucati, se foloseste masina de taiat fasole tip turbina.
Oparirea se realizeaza la 90 - 95oC cu apa fierbinte in oparitoare continui, durata oparirii (3 - 8 min.) fiind reglata in functie de grosimea si lungimea tecilor. Ea se considera terminata atunci cand prin indoire pastaia nu se mai rupe, dar nici nu se desface pe linia de sudura; se recomanda ca fasolea extrafina sa fie oparita in cazane duplicate, in 120 l de apa introducandu-se circa 20 kg pastai.
Pentru micsorarea pierderilor de vitamine si substante nutritive se recomanda ca oparirea sa se execute intr-o solutie de saramura 1,5 - 2 % sau prin aburire.
Din oparitor, fasolea este deversata intr-un jgheab de racire care are o pozitie inclinata, astfel ca apa de racire sa foloseasca si ca agent de transport al pastailor pana la capatul inferior, unde materialul cade in separatorul de apa construit dintr-o banda de plasa de sarma care transporta materialul pe o masa de control constituita dintr-o banda transportoare de cauciuc. Aici se face indepartarea pastailor sfaramate si a eventualelor impuritati.
Un elevator prinde materialul si il ridica pe un transportor aerian care distribuie fasolea la mesele de umplere in borcane sau la masina de umplut cutii de 1 kg sau kg. Dozarea, efectuata manual sau mecanizat pentru partile solide, se continua cu dozarea saramurii, cu temperatura de 80 - 85oC si cu concentratia de 1 - 2 %, cu ajutorul masinilor cu valve pentru umplut cutii.
In unele fabrici, linia de fasole foloseste masinile de umplut ale liniei de mazare, pentru adaugarea saramurii si inchiderea cutiilor.
Recipientele inchise sunt trecute la sterilizare, care se face cu sterilizatorul continuu pentru cutii sau cu autoclave pentru borcane. Cutiile sterilizate si racite sunt uscate cu aer, etichetate si ambalate in lazi de carton.
Accidente la fabricarea conservelor de fasole verde
Prezenta fasolei teci cu ate - datorita folosirii unei materii prime necorespunzatoare;
Fasole teci desfacuta in conserva - datorita unei durate de sterilizare prea lungi sau a unei supraopariri;
Fasole imbatranita - datorita prelucrarii de fasole recoltata tarziu;
Pastai de culoare rosie - datorita unui tratament termic indelungat care conduce la transformarea leucoantocianilor in antociani si derivati ai acestora.
2. Tehnologia fabricarii conservelor de spanac
Spanacul este foarte valoros din punct de vedere nutritiv datorita continutului sau in vitamina A si mai ales in fier si saruri minerale. Se prelucreaza spanacul tanar, de culoare verde intens.
Depozitarea temporara nu trebuie sa depaseasca 24 ore, deoarece spanacul se vestejeste si capata un gust neplacut.
Una din problemele grele in prelucrarea spanacului este spalarea lui, pentru indepartarea nisipului sau a pamantului. In acest scop, linia tehnologica incepe cu operatia de curatare uscata (desprafuire), care se executa cu ajutorul masinii cu tambur cu sipci. Frunzele de spanac se arunca in tamburul cu sipci usor inclinat care se roteste; foile sunt rascolite in permanenta si mare parte din nisipul si pamantul de pe ele este indepartat, cazand in partea de jos a masinii.
Frunzele astfel curatate trec la operatia de spalare, care se executa intr-o masina de spalat prevazuta cu transportor din plasa care are rolul sa duca frunzele de spanac de-a lungul baii de apa, mentinuta in permanenta agitatie prin barbotare de aer. Pentru a realiza o spalare buna a frunzelor de spanac, se asaza in linie patru masini de spalat, astfel incat frunzele spalate din prima masina trec in a doua masina si apoi in urmatoarele. Frunzele spalate sunt trecute la operatia de oparire, care se executa cu un oparitor continuu specific spanacului, format dintr-o baie de oparire in interiorul careia circula doua transportoare suprapuse. Spanacul este prins intre cele doua transportoare si obligat astfel sa stea in permanenta in apa. Oparitorul este prevazut cu vane pentru descarcare, preaplin pentru mentinerea nivelului constant in masina si instalatie de reglare automata a temperaturii. In apa de oparire se adauga 1 % sare, iar oparirea nu trebuie sa dureze mai mult de 5 minute la temperatura de 90oC, pentru a se evita decolorarea produsului.
Pentru indepartarea apei din masa de frunze, acestea sunt trecute la presare in presa cu surub. Dupa stoarcere se ajunge la cca. 7 % substanta uscata.
Dupa aceasta operatie, spanacul se poate prelucra pe doua linii diferite, in functie de produsul finit care se prepara: spanac foi sau piureu de spanac.
Pentru spanacul foi, frunzele sunt aduse la mese unde se introduc, cu ajutorul unor furculite, in cutii. Se adauga saramura fierbinte de concentratie 2 %. Pentru a se evita insa formarea de goluri, se recomanda sa se introduca in cutii la inceput intreaga cantitate de saramura necesara, dupa care sa se adauge frunzele de spanac, astfel incat la terminarea operatiei de umplere nivelul continutului sa fie la partea de sus a recipientului. In cazul cand cantitatea de saramura se dozeaza, vom avea intotdeauna o cantitate fixa de spanac, fara sa mai fie necesara cantarirea.
Pentru piureul de spanac, foile de spanac stoarse se trec la o masina de tocat, de unde se obtine o pasta, care se trece la malaxoare incalzite cu abur. Aici se adauga 1,5 % sare si alte ingrediente pentru gust si se incalzeste la 85oC, dupa care se dozeaza in cutii cu ajutorul masinilor de dozat cu pistoane verticale.
2.4. Tehnologia fabricarii conservelor de legume in sos tomat
Rosii descojite in bulion
Tehnologia de fabricare a rosiilor descojite difera in functie de forma lor: rotunde sau alungite.
Descojirea rosiilor de forma rotunda are loc in instalatii care functioneaza cu gaze fierbinti.
In procesul tehnologic de fabricare a conservelor de rosii descojite de forma alungita, rosiile sunt spalate in masina de spalat cu doua bai de inmuiere, sortate in portiunea de sortare a aceleiasi masini, dupa care sunt tratate termic prin oparire, parcurgand un bazin cu apa care fierbe. Apoi, rosiile sunt aruncate intr-un bazin cu apa rece, sortate din nou pentru a alege rosiile a caror pielita nu a plesnit, dupa care trec la o masina de taiat capetele care, cu ajutorul unor cutite circulare, reteaza ambele capete ale rosiilor pentru a inlesni desfacerea pielitelor. De aici, rosiile sunt aruncate in tuburile conice de cauciuc ale masinii de descojit, care au in interior o suprafata aspra ce face ca pielita rosiei sa adere. Intr-o anumita pozitie, pe la partea exterioara a fiecarui tub se apropie niste role, care, presand cauciucul, obliga rosia sa iasa afara. Datorita aderentei, pielita ramane lipita de cauciuc. Tuburile de cauciuc sunt apoi spalate la interior.
Mai modern, pentru descojire se utilizeaza procedee enzimatice, cu enzime pectolitice, sau procedee crioenzimatice, cand dupa congelare superficiala a rosiilor in sisteme rapide, se trece la o incalzire la 40oC a acestora. Prin decongelare se distruge tesutul vegetal, ceea ce permite atacul enzimelor proprii tesutului.
Umplerea cutiilor cu rosiile descojite se realizeaza cu ajutorul mesei de umplere rotative. Deasupra rosiilor se poate turna o solutie de sare 1 - 1,5 % sau bulion. In ambele cazuri se adauga si 1 clorura de calciu, care are rolul de a intari tesutul si a se evita astfel inmuierea excesiva dupa sterilizare.
Conservele de rosii decojite se pot prepara si fara lichid. In acest caz, in timpul sterilizarii, lichidul se formeaza chiar din sucul rosiilor.
Bame in bulion
Bamele folosite la fabricarea conservelor trebuie sa fie fragede, proaspete, tinere. In nici un caz nu se vor folosi bamele lemnoase, atacate de insecte sau boli criptogamice si nici cele care au semintele formate.
Bamele se curata prin inlaturarea cozilor cu cutitul, se spala si se sorteaza pe doua calitati: bame sultanine, cu lungimea sub 4 cm si bame extra, cu lungimea de peste 4 cm.
Bamele se oparesc in apa in care s-a adaugat, la 100 l apa 2 l otet de 9o si 1 kg sare comestibila. Oparirea se face la 90oC timp de 3 - 5 minute. Se fac maximum trei opariri in aceeasi apa. Oparirea este terminata atunci cand prin strangere intre degete bamele crapa la codita. Racirea se face cat mai repede in apa curgatoare. In nici un caz nu vor fi tinute in apa, pentru a evita balosirea.
La umplerea recipientelor, intreaga cantitate de bulion se toarna in recipientul gol, dupa care se adauga bamele.
Vinete in bulion
Vinetele care se folosesc la prepararea acestei conserve trebuie sa fie proaspete, curate, in stadiul de coacere industriala, sanatoase. Nu vor fi folosite vinete imbatranite. Se va evita depozitarea lor indelungata care conduce la o innegrire a vinetelor in sectiune.
Vinetele se spala si apoi li se indeparteaza cozile, taindu-le cu cutite de otel inoxidabil. Datorita continutului lor mare de tanin in contact cu fierul se produce tanatul de fier de culoare neagra.
Vinetele se taie in felii sau cuburi si se oparesc la 90oC timp de 2 - 5 minute in apa la care se adauga otet, pana devin moi la apasarea cu degetul. Se racesc bine in apa curgatoare.
Bulionul se toarna in recipientul gol dupa care se adauga vinetele pana ce nivelul continutului ajunge la partea de sus a recipientului (pentru a nu ramane goluri in care nu patrunde lichid).
Ghiveci de gatit
Ghiveciul este un produs compus din minimum opt legume diferite: vinete (bucati), fasole verde (pastai sau taiata), bame (intregi), ardei (taiati), dovlecei (rondele sau bucati), morcovi (rondele), verdeata tocata, rosii (intregi sau jumatati), mazare boabe.
Toate legumele, in afara de rosii si verdeata, se prepara si se oparesc asa cum se arata la fabricarea conservei respective. Mazarea folosita poate fi mazare verde uscata sau mazare conservata prin sterilizare, in recipiente mari. In recipiente se pune intai cantitatea de bulion necesara, dupa care se adauga legumele, pana ce nivelul continutului ajunge la partea de sus a recipientului.
Bulionul trebuie sa aiba 8o refractometrice, fie ca este preparat din rosii proaspete, fie din pasta de tomate.
2.5. Tehnologia fabricarii conservelor de legume in ulei
Conservele de legume in ulei sau mancarurile de legume se caracterizeaza prin prezenta unei legume sau a mai multora, care au suferit operatia de prajire. Ele pot fi consumate ca atare, fara a fi necesara o pregatire prealabila.
Prajirea legumelor
Prajirea materiei prime urmareste indepartarea partiala a apei din legume, pentru a se obtine consistenta caracteristica si totodata o transformare, sub influenta temperaturii destul de ridicate (160oC) a zaharurilor si celorlalte componente care dau gustul caracteristic.
Prajirea imbunatateste calitatile gustative si valoarea nutritiva (prin imbibare cu ulei) ale produselor vegetale, determina obtinerea unei culori specifice si realizeaza o anumita concentrare prin evaporarea apei.
Pentru prajire se utilizeaza ulei de floarea soarelui standardizat. Uleiul nerafinat poate fi utilizat doar in situatii de exceptie, dupa o 'purificare' prin tratare cu sare sub forma de solutie 1 - 3 % si dupa un tratament termic la 50 - 60oC timp de cateva minute, aceasta deoarece uleiul nerafinat contine substante proteice si fosfolipide care se pot degrada usor la prajire.
La prajire au loc modificari calitative succesive odata cu cresterea temperaturii si a duratei de prajire. Intervine de asemenea prezenta aerului si contactul dintre produs si partile metalice ale prajitorului. O parte din glucidele, proteinele si sarurile minerale ale produselor trec la cald in ulei.
Transformarile suferite de ulei in timpul prajirii
Pe masura scurgerii timpului si cresterii temperaturii scade vascozitatea uleiului. De asemenea, odata cu marirea duratei de prajire, uleiul isi modifica culoarea inchizandu-se pana la innegrire, proces datorat urmatoarelor fenomene:
- reactii de oxidare in prezenta aerului, avand ca rezultat brunificarea unor compusi considerati de descompunere;
- reactii de polimerizare a acizilor grasi nesaturati;
- carbonizarea prin ardere simpla a componentelor solide sub forma de particule de produse vegetale.
In timpul incalzirii se produce si o depreciere a gustului uleiului, care trece de la gustul specific spre un gust amar, datorita descompunerii gliceridelor in acizi grasi si glicerina, precum si oxidarea ulterioara atat a acizilor grasi cat si a glicerinei. Prin oxidarea acizilor grasi se formeaza peroxizi care au termostabilitate redusa, descompunandu-se cu formare de aldehide si cetone.
In prezenta aerului si la temperaturi ridicate se produc reactii de polimerizare si are loc o crestere a densitatii si vascozitatii grasimilor. De asemenea, glicerina se descompune la temperaturi ridicate cu formare de acroleina, substanta amara, toxica pentru organism, cu miros intepator datorita degradarii unor compusi volatili care irita mucoasele.
Transformarile suferite de ulei in timpul prajirii sunt influentate de grosimea stratului de ulei, fiind cu atat mai intense cu cat stratul este mai subtire. De asemenea, aceste transformari sunt mai intense la uleiurile nerafinate decat la cele rafinate.
Gradul de depreciere a uleiului, considerat un indice de alterabilitate, se determina prin analize de laborator. Astfel, indicele de aciditate nu trebuie sa depaseasca valoarea 4,5. Atunci cand se ajunge la acest nivel al indicelui de aciditate uleiul trebuie schimbat in totalitate, deci nu este recomandata adaugarea de ulei proaspat peste ulei care a atins un nivel ridicat al indicelui de aciditate.
Transformari suferite de produsele vegetale la prajire
In timpul prajirii, temperatura in interiorul legumelor ajunge la circa 95 - 100oC. Acest fapt duce la o evaporare a apei si indirect, la reducerea volumului si greutatii produsului. Caracteristic este aparitia la suprafata produsului a unei coji specifice produsului prajit. Ea se formeaza atunci cand temperatura suprafetei atinge 140 - 160oC, dupa o durata de prajire de 10 - 20 minute, diferita in functie de natura produsului.
In timpul prajirii au loc transformari ale structurii intime a produselor vegetale, realizate in mai multe stadii:
In primul stadiu, caracterizat printr-o rigiditate termica, se produce o zbarcire a tesuturilor, fara modificari structurale de ordin anatomic, ceea ce confera o anumita consistenta elastica produsului vegetal.
In stadiul al 2-lea se produce o umflare a spatiilor intercelulare ale tesuturilor, urmata de o coagulare a substantelor coloidale, avand ca efect plasmoliza celulelor. Se produce o evaporare a apei care este inlocuita cu ulei ce se acumuleaza continuu.
In stadiul al 3-lea se ajunge la o evaporare intensa a apei, produsul isi pierde elasticitatea, devine dens iar la suprafata sa se formeaza o crusta aurie specifica produselor prajite. Aceasta este considerata faza optima a prajirii.
In stadiul al 4-lea tesutul se deformeaza, devine uscat si incepe sa-si piarda structura celulara.
In stadiul al 5-lea are loc o descompunere chimica a tesuturilor, ajungandu-se pana la calcinare.
Analizand cele cinci stadii, din punct de vedere tehnologic intereseaza gradul de imbibare cu ulei, care mareste valoarea nutritiva a produsului si care prezinta un maxim in stadiul al 3-lea ajungand pana la 12 %, uleiul gasindu-se sub forma de picaturi in spatiile intracelulare. Concomitent are loc reducerea greutatii produselor care poate ajunge pana la 40 - 70 % din valoarea initiala.
Transformari de natura chimica
Are loc o caramelizare a hidratilor de carbon la suprafata produsului, fara a se modifica nivelul acestora in adancimea produsului;
Are loc o coagulare a proteinelor care se transforma intr-o masa granuloasa;
Se produc reactii de hidroliza in urma carora protopectina insolubila trece in pectina solubila avand ca efect o inmuiere a tesuturilor;
Se produce trecerea clorofilei de culoare verde in feofitina de culoare cenusie. In paralel se produc modificari de culoare si datorita transformarii altor coloranti, in functie de natura produsului;
Dintre vitamine, b-carotenul nu se distruge dar o parte din el trece in ulei care devine portocaliu. Nivelul vitaminei C se diminueaza, pierderea fiind totusi mai mica decat la procesul de fierbere (circa 8 - 10 %). Pierderile de tiamina si riboflavina sunt neansemnate.
Pentru unele produse cum ar fi radacinoasele si ceapa se produce o evaporare a substantelor volatile influentand indirect mirosul si gustul produsului.
TEHNOLOGIA FABRICARII CONSERVELOR STERILIZATE
SI PASTEURIZATE DE FRUCTE
1. Tehnologia fabricarii compoturilor
Compoturile sunt conserve preparate din fructe intregi sau divizate, in sirop de zahar, ambalate in recipiente ermetic inchise. Compoturile se prepara, de regula, dintr-o singura specie de fruct si arareori sub forma asortata, din 2 - 5 specii de fructe.
La fabricarea compoturilor se utilizeaza fructe de cea mai buna calitate, proaspete, perfect sanatoase, in majoritatea cazurilor, cu putin inainte de maturitatea de consum dar cu aroma pronuntata, culoare intensa si pulpa ferma.
Calibrarea este o operatie absolut necesara deoarece normele de calitate impun ca fructele din compot sa fie de dimensiuni uniforme sau apropiate. Pentru calibrare se vor alege masini adecvate, care pot executa corect calibrarea pe dimensiuni, fara a afecta integritatea fructelor.
Sortarea fructelor se efectueaza la mesele sau benzile transportoare, prin clasarea lor calitativa, in functie de starea de sanatate, textura, forma, culoare, pigmentatie, maturitate.
Spalarea cu apa rece curenta indeparteaza impuritatile aflate pe fructe (pamant, praf, nisip, paie etc.), o buna parte din microflora epifita precum si o parte din substantele insecto-fungicide ramase pe fructele tratate.
Spalarea se realizeaza mecanic prin imersie, dusuri sau combinat si preceda totdeauna divizarea fructelor pentru evitarea pierderilor de vitamine, zaharuri, saruri minerale.
Curatarea este operatia de indepartare a partilor necomestibile sau greu digerabile. Scoaterea cozilor, a samburilor si a casei seminale se executa mecanic iar descojirea se executa mecanic sau termic. Pentru compoturi se va evita pe cat posibil metoda depelarii chimice sau se vor lua masuri severe de control al acesteia. Atunci cand se foloseste metoda de depelare cu abur, se va recurge la temperaturi ridicate si durate scurte.
Divizarea se aplica fructelor mari sau cu textura tare (mere, pere, gutui etc.) sub forma de jumatati, sferturi sau felii. In cazul acestor fructe se usureaza sterilizarea, se asigura produsului un aspect mai atragator precum si o umplere rationala a recipientului.
Oparirea se realizeaza cu apa fierbinte sau cu abur si se aplica la mere, pere, gutui, cirese tari, pentru inmuierea tesutului vegetal, eliminarea aerului din pulpa fructului, inlesnirea difuziei siropului de zahar, inactivarea enzimelor oxidative (fenoloxidaza, peroxidaza, catalaza). Astfel, se impiedica sau se incetineste aparitia unor modificari nedorite de culoare, gust si scadere a continutului vitaminic.
Oparirea cu abur diminueaza pierderile de vitamine, zaharuri, saruri minerale, acizi.
Pentru inlaturarea formarii compusilor pectocalcici sau pectomagnezici care intaresc tesuturile vegetale periferice, apa destinata oparirii nu trebuie sa aiba o duritate mare. Invers, apa cu duritate mica, contribuie la inmuierea tesutului si chiar la destramarea fructului in recipient. Practic, se utilizeaza apa potabila cu circa 10o duritate. Pentru intarirea fructelor moi (capsuni, zmeura, caise etc.) se adauga saruri de calciu in apa de oparire (50 - 150 mg/l). Apele prea acide trebuie neutralizate inainte de folosirea lor. De asemenea, se vor evita si apele cu un continut ridicat de fier, care dau coloratii intense.
Prepararea siropului
Siropul se prepara la cald prin dizolvarea zaharului in apa fierbinte (90 - 100oC), limpede si lipsita de saruri de fier. Dupa dizolvarea zaharului are loc o scurta fierbere in clocot, pentru formarea spumei. Aceasta inglobeaza impuritatile si substantele coagulante din zahar. Spuma formata se indeparteaza in timpul fierberii. Un adaos de circa 0,3 % acid citric sau tartric ajuta la limpezirea siropului, care este apoi filtrat prin panza, tifon sau sita de matase. Siropul trebuie preparat in sarje reduse, intrucat incalzirea repetata duce la o usoara caramelizare si inchidere a culorii.
La unele compoturi (cele la care pH-ul tinde catre valori ridicate) este necesar sa se adauge in sirop si acid citric sau tartric 0,2 - 1 %, in functie de pH-ul fructului. Se mai pot introduce in sirop coloranti alimentari admisi, clorura de calciu pentru realizarea unei texturi mai ferme a tesutului vegetal, acid ascorbic in vederea mentinerii culorii fructelor si pentru compensarea unor pierderi vitaminice.
Dozarea include umplerea recipientelor cu fructe si completarea acestora cu sirop. Se tine seama de faptul ca la compot trebuie sa se realizeze un anumit raport fruct/continut net si o anumita concentratie in substanta solubila.
Temperatura siropului introdus in recipient este foarte importanta asupra duratei de sterilizare, realizarii unui vid adecvat, asigurarii calitatii pe durata depozitarii etc. In consecinta siropul de umplere va avea o temperatura apropiata de temperatura de fierbere (85 - 95oC). Un recipient pregatit pentru inchidere ar trebui sa aiba o temperatura de minimum 75oC. Aceasta temperatura, la sortimentele de compot a caror fructe, prin procesul tehnologic, nu sunt tratate termic, este aproape imposibil de realizat numai prin aportul caldurii siropului. Pentru acest motiv se foloseste metoda preancalzirii recipientelor.
Preancalzirea (exhaustarea) recipientelor pline si neinchise urmareste eliminarea aerului din tesutul vegetal, operatie care asigura o mai buna pastrare a calitatii fructului, conservabilitatea produsului si diminueaza cauza bombajului chimic.
Preancalzirea poate avea loc in apa sau in abur, timp de 8 - 12 minute, astfel incat temperatura siropului sa ajunga la 75 - 85oC.
Dezaerarea prin preancalzire este tot mai mult inlocuita prin inchiderea recipientelor sub un vid inaintat (vacumizare), metoda care consta in extragerea aerului din recipientele cu fructe si introducerea siropului fierbinte in spatiile ramase goale. Dupa preancalzire urmeaza inchiderea ermetica a recipientelor si controlul ermeticitatii recipientelor inchise.
Sterilizarea compoturilor se face la temperatura de 100oC. Cosurile cu recipiente trebuie trecute la sterilizare pe masura umplerii lor, in cel mult 30 de minute de la inchidere.
Racirea compoturilor se face rapid pentru a evita modificarea culorii precum si pentru reducerea intensitatii coroziunii la cutiile metalice. Temperatura apei din autoclave in momentul scoaterii cosului, trebuie sa fie de 40 - 50oC.
Depozitarea recipientelor se face in stive. Recipientele se pot ambala in lazi de carton, lemn, in care caz produsele sunt ferite de lumina. Temperatura in depozit nu trebuie sa depaseasca 20oC.
2. Tehnologia fabricarii sucurilor limpezi de fructe
Sucurile de fructe sunt produse lichide, nealcoolice, cu grad diferit de claritate si vascozitate, obtinute prin presarea sau maruntirea fina a fructelor, cu sau fara adaos de zahar sau dioxid de carbon. Ele au o valoare terapeutica dovedita, fiind recomandate pentru tratamentul gutei, reumatismului, gastroenteritelor, si un rol metabolic deosebit pentru realizarea echilibrului mineral al organismului, contribuind la alcalinizarea sangelui si la stimularea actiunii ficatului.
Componentul principal al sucurilor de fructe este fructoza - zahar usor asimilabil (aflata in raport de 2,7:1 fata de glucoza) - la care se adauga acizii organici, substantele minerale, vitaminele, substantele de aroma. De asemenea, sucurile de fructe se caracterizeaza prin lipsa aproape completa a celulozei.
Principalele sortimente de sucuri de fructe sunt:
Sucurile perfect limpezi obtinute in urma centrifugarii, limpezirii si filtrarii sucului brut extras prin presare.
Sucuri opalescente (tulburi) reprezinta stadiul initial al sucurilor clare, inainte de limpezire. Ele sunt sucuri brute centrifugate si au o stare coloidala stabila, astfel ca nu se depun in timpul depozitarii.
Cremogenatele si nectarele rezulta printr-o maruntire deosebit de fina a pulpei fructului si se prezinta sub forma unor creme omogenizate. Nectarele sunt mai fluide intrucat provin din diluarea cremogenatelor cu sirop de zahar.
Calitatea sucurilor este determinata de calitatea materiei prime, soiul fructelor (mai ales la mere si pere) joaca un rol hotarator prin raportul zahar / acid si prin continutul de arome. Pentru a obtine un suc aromat si placut la gust este necesar sa se utilizeze un amestec de 3 - 5 soiuri.
Momentul optim de recoltare a fructelor corespunde in general cu maturitatea lor de consum. Recoltate mai inainte, fructele dau un randament scazut la presare si un suc nearomat, astringent si dificil de limpezit.
Procesul tehnologic de fabricare a sucurilor este diversificat, in functie de metoda conservarii la cald, la rece, prin congelare.
Pregatirea fructelor in vederea presarii cuprinde spalarea, sortarea, razuirea si difuzia fructelor.
Spalarea are drept scop indepartarea impuritatilor si a microorganismelor (in special drojdii si mucegaiuri). La fructele cu consistenta tare, cu coaja, se executa mai intai o prespalare in rezervoare, unde apa se afla in permanenta agitatie datorita unui curent de aer. Urmeaza spalarea cu dusuri de apa rece sub presiune.
Coacazele si prunele se spala intr-o masina de spalat cu ventilator in timp ce fructele de padure (afinele, coarnele, porumbele, scorusele) si capsunile se spala numai cu dusuri.
Visinele si ciresele se spala la masina de scos codite iar zmeura si murele nu se spala datorita suculentei lor.
La unele fructe, randamentul la presare si intensitatea coloratiei sucurilor sunt reduse si de aceea, inaintea presarii, fructele zdrobite sunt supuse unor opratii preliminare constand in tratamente termice sau enzimatice. Tratarea termica si macerarea enzimatica sunt faze tehnologice importante in cazul fructelor colorate si mai ales la acelea la care substantele colorante de tipul antocianilor sunt localizate in cea mai mare parte in pielita.
Astfel, in cazul fructelor moi (cirese, visine, struguri, fructe de padure), dupa indepartarea cozilor si eventual maruntire, se poate aplica difuzia. Randamentul de extragere a sucului care, in cazul procesului prin presare variaza intre 60 si 70 %, poate ajunge prin difuzie pana la 90 - 93 %. Drept mediu de extractie serveste apa rece, calda (65 - 70oC) sau aburul, in functie de ceea ce se urmareste mai mult: un suc mai aromat sau mai intens colorat. Reziduul extractiei este presat si epuizat de restul de suc care se reantoarce in circuitul extractiei. Presarea la rece conserva mai bine aroma.
Tratarea termica a zdrobiturii se executa la coacaze, struguri rosii sau negri, afine, visine, cirese, porumbe, capsuni, scoruse si alte fructe si are ca scop inactivarea enzimelor oxidative, distrugerea partiala a microorganismelor, plasmoliza partiala a celulelor si hidroliza partiala a substantelor pectice. Ca urmare se obtine un randament mai mare de suc si o mai buna extractie a colorantilor antocianici atat direct, ca urmare a plasmolizei partiale a celulelor, cat si indirect, ca urmare a facilitarii accesului enzimelor pectolitice la substrat (substante pectice) in cursul macerarii enzimatice.
Tratarea termica a zdrobiturii de fructe este deosebit de importanta atat datorita localizarii antocianilor in pielita, ceea ce ii face greu de extras prin presare, cat si datorita faptului ca, in continuare, sucurile de fructe sunt supuse temperaturilor relativ scazute de la concentrarea sub vid care nu asigura inactivarea enzimelor oxidative ce conduc la deprecierea culorii si gustului. Datorita texturii slabe si mai ales a gustului si aromei lor delicate, zmeura si murele nu sunt tratate termic.
Tratarea termica a zdrobiturii consta in incalzirea acesteia la 80 - 85oC timp de 10 - 15 minute, urmata de o racire la 45 - 50oC, temperatura optima pentru activitatea preparatelor enzimatice pectolitice. Operatia se executa in schimbatoare de caldura cu snec, cu serpentina rotativa sau cu racleti.
Macerarea enzimatica a zdrobiturii se poate executa la toate fructele cu exceptia strugurilor albi, catinei si este facultativa la mere, nerealizandu-se atunci cand se urmareste obtinerea pectinei din tescovina ramasa dupa presare.
La zmeura si mure de asemenea macerarea enzimatica se executa facultativ, numai atunci cand avem un continut ridicat de substante pectice.
Scopul macerarii enzimatice este hidroliza substantelor pectice care impermeabilizeaza membranele celulare. Ca urmare a degradarii substantelor pectice creste randamentul la presare, creste intensitatea coloratiei (la fructele colorate) si se reduce vascozitatea sucului, ceea ce usureaza operatiile ulterioare de limpezire si concentrare.
Macerarea enzimatica se realizeaza la 45 - 50oC in vase cilindrice prevazute cu agitatoare, folosind adaosuri de preparate enzimatice pectolitice. Se va respecta temperatura recomandata pentru zdrobitura de fructe deoarece la temperaturi mai ridicate enzimele pectolitice sunt distruse ireversibil iar la temperaturi mai scazute activitatea enzimatica se reduce, crescand durata macerarii si existand pericolul ca zdrobitura de fructe sa intre in fermentatie. Durata macerarii la cald este de 1 - 3 ore, depinzand atat de fructul tratat (in special de continutul in substante pectice), de gradul de divizare, de temperatura de lucru cat si de cantitatea si calitatea preparatului enzimatic.
Se recomanda ca preparatul enzimatic sa se adauge diluat in apa sau in suc la 45 - 50oC, utilizand solutie 1 %, cu circa 30 minute inaintea utilizarii pentru macerare enzimatica.
In timpul macerarii, zdrobitura de fructe se mentine sub agitare lenta sau se agita intermitent (5 - 10 min.) la fiecare jumatate de ora de macerare, controlandu-se desfasurarea procesului prin determinarea randamentului la presare.
Macerarea enzimatica se considera terminata cand randamentul a doua presari succesive ramane constant. Deoarece spre sfarsitul operatiei de macerare enzimatica are loc o separare importanta a sucului de particulele solide, pentru evitarea infundarii conductelor, zdrobitura de fructe se omogenizeaza inaintea si in timpul golirii vaselor de macerare.
Presarea este una din operatiile cele mai importante intrucat randamentul presarii determina eficienta economica a produsului si calitatea acestuia. Prin presare are loc extragerea sucului din zdrobitura de fructe, tratata sau nu pe cale enzimatica. Alegerea unui tip de presa se face in functie de tipul produsului ce urmeaza a fi presat, de sursele de energie aflate la dispozitie precum si de corelarea capacitatii presei cu restul utilajelor din linia de prelucrare.
Se recomanda folosirea in tandem a doua sau mai multe prese. De asemenea, este posibila folosirea in serie a unor tipuri diferite de presa care realizeaza operatia diferentiat si permite in final obtinerea unui randament mult mai mare. Astfel, se obisnuieste folosirea unei centrifuge inaintea unei prese sau folosirea unei prese discontinue inaintea unei prese continue.
Limpezirea
Sucul rezultat la presare se colecteaza in rezervoare emailate sau din otel inoxidabil, aluminiu, in care se aplica tratamentul de clarificare. Sucuri absolut limpezi se obtin numai in urma filtrarii.
Sucul rezultat prin presare este constituit dintr-un lichid tulbure (suc brut), avand particule de tesuturi in suspensie, precum si de substante pectice, albuminoide, tanante etc, in stare coloidala.
Limpezirea naturala - la care sedimentarea suspensiilor se face pe baza masei specifice, durata de sedimentare fiind de 2 - 3 zile, numai la temperaturi sub 15 - 16oC, in caz contrar existand riscul inceperii unor fermentatii. Metoda se mai practica astazi numai pentru limpezirea sucurilor destinate fabricarii siropurilor.
Limpezirea cu ajutorul sucurilor de sedimentare - consta in adaugarea unui suc mai bogat in tanin (de ex. sucul de pere pentru limpezirea sucului de mere) care intra in reactie cu substantele albuminoide, formand un precipitat floconos care sedimenteaza, antrenand cu el si particulele in suspensie. Aplicarea acestei metode este anevoioasa, deoarece sucul de sedimentare trebuie pregatit in aceeasi zi, iar determinarea puterii sale de sedimentare dureaza cateva ore, amestecarea cu sucul de mere putand aduce si dezavantajul aerarii (oxidarii). Procentul de suc adaugat nu trebuie sa depaseasca 5 - 7 %.
Limpezirea cu gelatina si tanin - are loc ca urmare a formarii unei retele mai grele ca sucul, care cazand la fundul vasului, antreneaza toate particulele in suspensie. Taninul formeaza impreuna cu gelatina corpuri floconoase, gelatinoase, ale caror particule se aglomereaza sub forma unei retele si care in cadere antreneaza particulele in suspensie.
Solutia de gelatina se prepara prin amestecarea a 20 g gelatina in 800 ml apa distilata, la 40 - 50oC. Pentru prepararea solutiei de tanin se dizolva 10 g tanin in 800 ml apa distilata calda.
Ambele solutii se toarna separat in sucul de fructe si apoi se amesteca bine pentru omogenizare. Cantitatile si proportiile din fiecare solutie se determina experimental, pentru fiecare lot de suc. Limpezirea sucului prin acest procedeu se face la temperaturi de 8 - 12oC, fara a depasi 18oC, temperatura la care puterea clarifianta a amestecului de gelatina si tanin scade. Se recomanda deci ca limpezirea cu gelatina si tanin sa se faca in pivnite sau acolo unde pot fi folosite instalatii frigorifice. Daca se depaseste doza de tanin, sucul limpezit capata gust amar.
Limpezirea prin centrifugare - este considerata ca o prelimpezire si se bazeaza pe diferenta de masa specifica dintre suc si particulele in suspensie, care fiind mai grele, sunt indepartate prin aplicarea fortei centrifuge. Sucul brut este trecut mai intai printr-un filtru grosier, care indeparteaza particulele cele mai mari, de peste 0,5 mm (componente ale pulpei, cojilor, samburilor). Sucul este pompat intr-un separator centrifugal care retine particulele mai mici aflate in suspensie.
Operatia de centrifugare premerge fazei de limpezire propriu-zise. Se folosesc separatoare centrifugale cu talere, cu functionare ermetic inchisa, prevazute cu dispozitiv automat de reglare si cu posibilitatea de eliminare automata a reziduurilor de la centrifugare.
Limpezirea enzimatica - prin tratarea sucurilor cu preparate enzimatice, se bazeaza pe hidroliza substantelor pectice care sunt antrenate odata cu sucul celular extras prin presare (de aceea operatia poarta numele de depectinizare).
Sucurile de fructe sunt tulburi dupa presare, atat datorita suspensiilor grosiere, cat mai ales datorita unor substante mentinute in suspensie de catre substantele pectice care joaca rolul de coloizi protectori. Prin utilizarea preparatelor enzimatice cu actiune hidrolizanta asupra substantelor pectice, acestea sunt degradate si isi pierd caracterul de coloizi protectori. Ca urmare, substantele in suspensie se depun, producandu-se astfel limpezirea sucurilor.
Enzimele filtrante din preparatele enzimatice (pectinol, fitragol, claraza etc.) sunt extrase din micelii de mucegaiuri (Penicillium glaucum, Aspergillus oryzae etc.).
Preparatele enzimatice au o actiune hidrolizanta si asupra substantelor albuminoide din sucuri.
Clarificarea enzimatica se produce in trei faze:
faza de destabilizare, cand se observa o scadere brusca a vascozitatii;
faza de sedimentare, caracterizata prin aparitia fenomenului de floculare;
faza de pectoliza totala, care se caracterizeaza prin descompunerea in intregime a substantelor pectice. Pectoliza totala este o garantie ca in timpul depozitarii nu vor aparea flocoane caracteristice precipitarii pectinei. In cazul sucului de mere care contine si substante amidonoase, preparatele enzimatice contin si o fractiune de enzime amilolitice.
Doza de enzima se stabileste in functie de caracteristicile preparatului ce se foloseste si variaza intre 0,7 g si 2 g la litru. Deoarece la tratare mai intervin si alti factori ca: temperatura, calitatea preparatului enzimatic la un anumit moment, cantitatea de substante pectice si gradul lor de scindare, este recomandabil ca dozele necesare sa se stabileasca periodic prin teste efectuate pe probe de laborator.
Tratarea cu enzime pectolitice se poate face la cald sau la rece. Procedeul la cald foloseste un suc incalzit la 45 - 48oC, in care se adauga solutia 0,1 % de enzime, realizata in suc sau in apa. Dupa 2 - 3 ore se poate incepe filtrarea. Procedeul la rece foloseste un suc la 10 - 15oC. Dupa 6 - 12 ore se produce depunerea sedimentului. La speciile de fructe cu un continut redus de substante pectice este posibil sa se treaca sucul direct la operatia de filtrare fara tratament enzimatic.
Filtrarea
Dupa limpezire, sucul de fructe mai contine inca substante in suspensie care ii dau un aspect opalescent. Sucuri perfect limpezi nu se pot obtine decat prin filtrare.
Filtrarea poate decurge in una sau doua etape. In prima etapa se folosesc filtre avand ca material filtrant pamant de infuzorii (kiselgur, diatomita etc.) iar in a doua etapa se folosesc filtre cu rame si placi din celuloza si azbest. De cele mai multe ori se recurge doar la cea de a doua etapa de filtrare.
Corectarea
Sucul de mere se poate consuma ca atare, el avand un raport normal intre zahar si acid. Alte sucuri (de capsuni, zmeura, afine, mure etc.) necesita o corectare datorita excesului de acid sau de tanin. Corectarea consta in amestecarea sucului cu un sirop de zahar de concentratie 10 %. Proportia de sirop variaza in functie de suc de la 40 la 60 %.
Conservarea sucului
Conservarea la cald - are loc prin pasteurizarea sucului fie imbuteliat in sticle, intr-un pasteurizator continuu (la 65 - 68oC timp de 30 min., 76 - 78oC timp de 20 min. sau la 80 - 82oC timp de 17 min.), fie printr-o metoda rapida, in schimbatoare de caldura cu placi sau tubulare, la temperatura de 85 - 90oC timp de 20 - 60 secunde. Temperatura poate sa atinga si 150oC pe o dutata de 1 s (uperizare). Acest tratament termic este folosit in cazul in care sucul filtrat nu se imbuteliaza imediat, ci este pastrat un timp in tancuri.
Conservarea la rece - se aplica dupa procedeul filtrarii sterilizante sau al imprimarii cu CO2 sub presiune. Prin filtrarea sterilizanta, sucul este stabilizat fara incalzire. Principiul acestei metode consta in retinerea microorganismelor de catre o masa filtranta (amestec de fire foarte fine de azbest si celuloza) sub forma de placi introduse in filtrele-presa, care permit trecerea sucului dar nu si a microorganismelor. Sucul este eliberat in prealabil de particulele fine aflate in suspensie pentru a nu astupa porii placilor de azbest (prin centrifugare, limpezire enzimatica etc.). Filtrarea sterilizanta se executa obisnuit sub o presiune de 0,5 - 0,7 daN/cm2. Acest procedeu da rezultate bune numai daca se lucreaza cu o materie prima de calitate deosebita si in conditii absolut aseptice: sterilizarea filtrului cu accesoriile respective, a instalatiei de imbuteliere, a tancurilor, a sticlelor, precum si mentinerea unor conditii aseptice in tot timpul filtrarii. Prin filtrarea sterilizanta se asigura o mai buna pastrare a vitaminelor si a proprietatilor organoleptice ale sucurilor.
Impregnarea cu bioxid de carbon - se bazeaza pe proprietatea CO2 de a impiedica un timp activitatea vitala a microorganismelor (fara a le distruge). Concentratia CO2 fata de suc este de 1,5 % iar presiunea la care se introduce este de 7,5 - 7,9 daN/cm2 la temperatura de 10 - 12oC. Impregnarea gazului se face printr-un separator centrifugal cu dispozitiv de impregnare. Prin separator circula sucul.
Conservarea prin frig - se aplica sucurilor provenite prin centrifugare sau prelimpezire care sunt introduse in pahare parafinate si dezaerate, apoi sunt congelate la temperatura de - 20oC. Depozitarea are loc la temperatura de - 15oC. La fructele mai bogate in substante pectice se impune tratamentul de clarificare enzimatica care precede dezaerarea.
Decongelarea are loc la temperatura de + 10oC iar sucul trebuie consumat imediat.
Defecte de fabricatie ale sucurilor
Gust amar, fad, sau slab aromatizat - este datorat folosirii unor soiuri neindicate de fructe, recoltarii imature sau amestecului necorespunzator de fructe (mai ales la mere).
Imbrunarea - se petrece sub influenta oxigenului si a unor enzime oxidative: polifenoloxidaza, peroxidaza, catalaza. Culoarea se modifica in roz-rosu-maro. Aceeasi actiune o au si substantele leucoantocianice necolorate de a trece in pigmenti colorati (rosu, violet, albastru), a caror distributie in tesutul vegetal corespunde cu cea a oxidazelor. Oxigenul atmosferic patrunde in continutul celular al tesutului vegetal prin operatii curente de taiere, razuire si zdrobire a fructelor. Suspensiile coloidale din suc au o actiune protectoare asupra enzimelor.
Imbrunarea se poate datora actiunii reciproce a zaharului si aminoacizilor, actiune al carei rezultat este formarea substantelor melanoide (reactii Maillard).
Unele mijloace eficace pentru preantampinarea imbrunarii sunt: inlaturarea contactului fructelor cu fierul, evitarea patrunderii oxigenului in razatura sau in suc, introducerea unor doze de 0,03 - 0,05 % acid ascorbic in razatura sau in suc (in tancuri).
Tehnologia fabricarii cremogenatelor si nectarelor
Crema de fructe poate fi amestecata cu zahar in rezervoarele de amestec, astfel incat sa se realizeze in produsul finit 16 % zahar. In acest caz, produsul capata numele de crema de fructe indulcita si se conserva tot prin pasteurizare in recipiente mici de sticla.
Pentru fabricarea nectarului, pulpa fina de fructe se amesteca cu sirop de zahar, astfel incat intr-un kilogram de nectar sa fie 30 - 50 % pulpa si 50 - 70 % sirop.
Concentratia siropului trebuie sa fie astfel calculata incat in produsul finit sa se respecte urmatoarele proportii de zahar: 14,5 % pentru nectarul de visine, 14 % pentru nectarul de caise si de piersici, 11 % pentru nectarul de gutui. In siropul de zahar se adauga si acid citric in cantitati diferite, in functie de aciditatea fructelor ce se prelucreaza.
Dupa ce se realizeaza amestecarea componentilor, lichidul trece la dezaerare si apoi la omogenizare. La fabricarea nectarelor, operatia de omogenizare are un rol important deoarece printr-o maruntire fina pulpa de fructe devine usor asimilabila de catre organism si se impiedica depunerea produsului in cazul unei depozitari prelungite.
Omogenizarea prin presiune reprezinta metoda cea mai eficace de stabilizare a sucului cu pulpa, permitand dispersarea produsului in particule foarte fine (50 - 100 m) si se realizeaza in omogenizatoare cu pistoane (cu plunger) sau cu discuri.
Procesul se realizeaza prin trecerea lichidului de omogenizat, la o presiune foarte inalta, de 20 - 30 MPa, prin duzele supapelor de obturare din camera pistonului, urmata de o detenta brusca.
Lichidul omogenizat este trecut la pasteurizatorul cu placi si apoi la imbuteliere.
Intrucat la dezaerare o parte din aromele continute se pierd, dezaeratoarele moderne sunt prevazute cu instalatii pentru recuperarea aromelor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 9419
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved