| CATEGORII DOCUMENTE |
| Comunicare | Marketing | Protectia muncii | Resurse umane |
DISERTATIE
Implementarea
Sistemului Managementului Calitatii
1. INTRODUCERE
Relevanta temei prezentei lucrari de Disertatie pentru programul de master: (se va completa titlul corect) consta in :
Domeniul nuclear foloseste in mod curent Sistemul de Management al Calitatii;
Necesitatea cunoasterii Sistemelor de Management al Calitatii pentru a putea adapta SMC la specificul domeniului nuclear
Mediul afacerilor de azi este caracterizat de acceleratia operationalului, adaptarea la teren, luarea deciziilor fara o fundamentare sistematica si improvizatia/descurcatul la fata locului.
Lucrarea de fata isi propune sa opuna acestui tipar de a face afaceri, inceputul (la noi) a unei culturi - cultura manageriala, care inseamna managementul prin obiective, politici si principii, aplicate proceselor.
Atunci cand activitatea unei organizatii poate fi defalcata pe procese, managementul calitatii este mai eficient.
Abordarea bazata pe proces este in curs de asimilare si implementare, dar in acelasi timp, datorita ritmului accelerat al mediului actual de afaceri, este urmata indeaproape si, probabil, va fi rapid inlocuita de abordarea bazata pe proiecte.
De explicat mai clar care sunt neajunsurile ISO
Modelul de afacere descris in ISO 9001 : 2000 nu exista, dovada ca directorii, cei mai mari cunoscatori ai fenomenului, nu se implica realmente in managementul calitatii.
Sistemul de Management al Calitatii (SMC) nu descrie o afacere pentru ca nu pomeneste de bani. Ar fi o ipocrizie sa credem ca fara bani poate functiona ceva, cresterea satisfactiei clientului, de exemplu.
Daca nu te invata cum sa faci bani, o metoda, oricat de internationala si standardizata, nu atrage investitorii; organizatiile nu isi gasesc proprietarii.
Pe de alta parte, certificatul de conformitate cu ISO 9001 : 2000 furnizeaza numai o prezumtie de buna purtare, nu garanteaza ca produsele vor fi asa cum le asteapta clientul. Cu alte cuvinte, ISO 9001 : 2000 reuseste performanta de a nu-i atrage nici pe clienti, nici pe proprietari.
Si totusi, ISO 9001 : 2000 are o parte buna: ne forteaza, de frica recertificarii, sa fim transparenti (scriem proceduri) si ordonati (le respectam) macar o data pe an cand are loc auditul de certificare/supraveghere.
SISTEMUL DE MANAGEMENT AL CALITATII LA RAAN
Certificarea nationala privind implementarea
Sistemului Managementului Calitatii

Certificarea internationala privind implementarea
Sistemului Managementului Calitatii

GENERALITATI
Amplasament
Uzina de Apa Grea este amplasata la
circa
Acte normative
Combinatul Chimic "Drobeta", in prezent Sucursala ROMAG-PROD, a luat fiinta in baza Decretului nr. 400/1979.
Nota de comanda pentru obiectivul de investitii Combinatul Chimic "Drobeta"- etapa I-a a fost aprobata cu Decretul nr.159/1982, iar proiectul de executie a fost aprobat cu Ordinul Ministerului Industriei Chimice si Petrochimice nr. 578/1990.
Importanta
Conform Strategiei nationale de dezvoltare a domeniului nuclear in Romania si a Planului de actiune pentru implementarea acestei strategii, aprobate cu Hotararea nr. 1259 din 7 noiembrie 2002, Uzina de Apa Grea are ca obiectiv fabricarea moderatorului si agentului termic primar necesar functionarii Centralei Nuclearoelectrice Cernavoda.
In acest moment se fabrica, conform
Legii nr. 320 din 6 iulie 2004, apa grea ca stoc de rezerva de stat, pentru
punerea in functiune a Unitatii 2 - Centrala Nuclearoelectrica Cernavoda si
pentru completarea necesarului tehnologic pe durata de viata a unitatilor 1 si
2 de
Ca obiectiv imediat, uzina de apa grea isi propune fabricarea apei grele ca stoc de rezerva de stat, pentru punerea in functiune si pentru completarea necesarului tehnologic pe durata de viata a Unitatii 3 - Centrala Nuclearoelectrica Cernavoda.
Stocare
Apa grea de uz nuclear produsa
Instalatii
Conform prevederilor Notei de comanda si Proiectului de executie, principalele instalatii din cadrul combinatului sunt :
patru linii (module) de fabricatie apa grea avand fiecare capacitatea proiectata de 90 t D2O/an, deci o capaciate totala de 360 t D2O/an, bazate pe procedeul de schimb izotopic in sistemul hidrogen sulfurat-apa;
instalatii pentru producerea si depozitarea hidrogenului sulfurat;
instalatia de distilare sub vid pentru obtinerea produsului finit (apa grea de concentratie <99,78%);
instalatii pentru utilitati (abur, energie electrica, apa industriala, apa recirculata, apa potabila, apa de incendiu, aer instrumental si tehnic, azot etc.);
sisteme de siguranta in functionare, de protectie a mediului si a populatiei din zona adiacenta depozit propan, facla de avarie, facle de serviciu, de presurizare aer cu statia de spalare, de senzori de hidrogen sulfurat, de alarma chimica, adaposturi presurizate, grupuri diesel de siguranta etc.);
sectii de intretinere - reparatii (mecanice, electrice, automatizari); depozite de materii prime, materiale, piese de schimb;
laboratoare, servicii functionale etc.
Uzina de Apa Grea -
instalatii de schimb izotopic

Productie
Uzina produce apa grea de calitate
nucleara, avand cea mai mare capacitate din lume . Proiectul privind construirea fabricii de apa
grea s-a aplicat
Sucursala ROMAG-PROD produce apa grea avand finalizate si puse in functiune trei linii de fabricatie, apa supergrea si apa superusoara. Datorita graficului de functionare, cat si a ciclului de reparatii, din cele trei linii, doar doua produc concomitent, cea de-a treia fiind, prin rotatie, in revizie.
Flux tehnologic
Apa grea se obtine din apa fluviului Dunarea care, ca orice apa continentala de suprafata, contine in mod natural o cantitate de 0,0143 % apa grea. Aceasta apa grea existenta natural se separa si se concentreaza in cadrul Sucursalei ROMAG-PROD pana la concentratia de uz nuclear de minim 99,78 %.
Priza de captare realizeaza alimentarea unitatii cu apa bruta din fluviul Dunarea, prin 5 linii tehnologice, din care 4 functionale pentru sucursalele ROMAG-PROD si ROMAG-TERMO, iar una pentru municipiul Drobeta Turnu-Severin.
Liniile tehnologice sunt destinate:
doua pentru apa industriala (una pentru ROMAG-PROD si una pentru ROMAG-TERMO);
una pentru apa de proces;
una de rezerva pentru apa de proces sau apa industriala.
Pentru a indeplini caracteristicile calitative necesare in procesul tehnologic de obtinerea a apei grele, apa bruta trece prin urmatoarele faze de tratare:
filtrarea bruta;
tratarea cu var si clorura ferica, pentru dedurizare si decarbonatare;
decantarea, pentru indepartarea suspensiilor;
filtrarea prin filtre mecanice cu cuart, pentru retinerea suspensiilor fine;
demineralizarea prin filtre schimbatoare de ioni, pentru retinerea sarurilor dizolvate si disociate ionic;
degazarea sub vid, pentru indepartarea gazelor dizolvate.
Apa rezultata din instalatia de degazare indeplineste cerintele apei folosite la schimbul izotopic si poarta denumirea de apa de proces.
Hidrogenul sulfurat se utilizeaza in procesul de schimb izotopic si se obtine tot pe platforma Sucursalei ROMAG-PROD, intr-o instalatie speciala, din sulfura de sodiu si acid sulfuric, produsul de reactie fiind purificat prin spalare, uscare, comprimare, lichefiere pana la o concentratie mai mare de 97 % H2S.
Instalatia de preparare H2S functioneaza discontinuu avand in vedere faptul ca produsul nu se consuma, fiind recirculat in instalatiile de schimb izotopic, doar o mica cantitate urmand a fi completata periodic.
Consumul de hidrogen sulfurat este mare la pornirea instalatiilor de schimb izotopic (aproximativ 250 tone/modul), pentru completari in urma pierderilor se foloseste o cantitate mica, care consuma din cantitatea de rezerva stocata in vasele din depozitul de hidrogen sulfurat.
Procedeul de obtinere a apei grele se bazeaza pe schimul izotopic intre apa si hidrogen sulfurat in sistem biterm in instalatii Girdler-Sulphide, unde se realizeaza o concentrare primara in oxid de deuteriu de circa 4-12%, avand la baza reactia:
![]()
Aceasta reactie se produce in
lichid, intre apa de proces si gazul dizolvat, pe talere tip sita. Elementul de
baza al procesului GS il constituie perechea de coloane de contact lichid -
gaz, din care una lucreaza la temperaturi de 30 - 40
Schema de principiu a instalatiei de schimb izotopic GS+DW
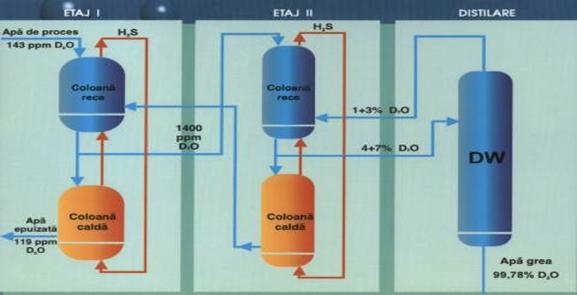
Apa de proces cu un continut de deuteriu de cca 143 ppm, circula de sus in jos prin coloana rece apoi prin cea calda, in contracurent cu H2S-ul vehiculat de un compresor ce are refularea in baza coloanei calde. Apa este imbogatita progresiv in D2O in timp ce curge prin coloana rece si este progresiv epuizata de D2O in timp ce curge prin coloana calda.
Efluentul ce paraseste coloana calda contine circa 120 ppm deuteriu. Astfel, prin imbogatirea pe fiecare taler cu deuteriu se ajunge ca in blazul coloanei reci de etaj I, concentratia apei grele sa devina circa 1400 ppm.
Productia etajului I este cu atat mai mare cu cat concentratia in deuteriu a efluentului, este mai mica. In etajul II, apa rezultata din bitermele A, B, C ale etajului I este concentrata de la 1400 ppm la 4 - 9 % D2O. Apa imbogatita rezultata din etajul II alimenteaza instalatia DW de distilare sub vid.
Concentrarea finala, pana la minim 99,78% se realizeaza in instalatia de distilare sub vid, unde se obtine produsul finit - apa grea - cu caracteristicile tehnice de calitate necesare utilizarii in reactoarele nuclearoelectrice cu uraniu natural de tip CANDU.
Utilizarea
Apa grea fabricata
Pe piata interna: Ca
moderator si agent termic primar
TOTAL/reactor = 900 tone D2O.
Pe piata externa: Sucursala ROMAG-PROD a returnat imprumutul de apa grea Canadei si a efectuat export in Coreea de Sud, China, Statele Unite ale Americii, Germania, toate aceste tari recunoscand inalta calitate a produsului.
3. IMPORTANTA IMPLEMENTARII SMC
Astazi, intreprinderile, pentru a realiza imbunatatirea capacitatii de a concura pe piata internationala si a-si intari pozitia pe pietele deja ocupate, si inainte de orice, deschiderea de noi piete, o pot face numai prin imbunatatirea continua a calitatii produselor si serviciilor lor. Calitatea este cel mai bun argument pentru a vinde, pretul devenind tot mai putin utilizat ca argument pentru viitor.
Calitatea si fiabilitatea, ca si adecvarea la scop a unui produs vazuta in timp, sunt, pe de o parte, cele mai importante masuri pentru satisfactia clientului. Un pret favorabil obtinut la cumparare, este dat uitarii de client in momentul in care apar probleme la produsul cumparat si acesta nu mai corespunde cerintelor sau asteptarilor sale din acel moment pentru client produsul nu mai poseda nici o "calitate". Pe de alta parte, acele intreprinderi care produc fara defecte obtin remarcabile imbunatatiri de productivitate, iar costurile in garantie, costurile cu remedierile si cautarea defectelor, etc. vor putea fi reduse.
Un certificat de asigurarea calitatii recunoscut international atesta introducerea completa si conforma cu standardele unui Sistem de asigurarea calitatii si, ca pana la ultima ramificatie a unei firme, acest sistem va fi mentinut si va functiona.
Foarte multe firme lucreaza deja pe baza TQM (Total Quality Management
Cresterea cerintelor clientilor, ascutirea competitiei nationale si internationale, necesitatea reducerii costurilor si cerintelor clientilor privind sistemele de asigurarea calitatii sunt factorii hotaratori care determina intreprinderea sa depuna eforturi pe linia politicii ei privind calitatea.
Astfel, vor fi introduse sisteme de asigurarea calitatii conforme cu standardele ISO, noi forme de lucru cum sunt lucrul in echipa sau cercurile calitatii. In afara de aceasta, se elaboreaza programe pentru ca lucratorii sa participe efectiv la activitatile privind calitatea sau pentru a include furnizorii in sistemul calitate.
Pe primul plan sta orientarea catre client, imediat apoi urmeaza principiul orientarii catre proprii angajati. Managementul strategic, ca si imbunatatirea continua a sistemelor si proceselor alcatuiesc baza pentru TQM. Desi aceste principii sunt cunoscute si sunt mentionate mereu cu ocazia motivarii angajatilor ca fiind premise importante, in foarte multe firme ele sunt insuficient aplicate.
Numerosi experti americani, francezi, germani si englezi au sfatuit industria din tarile lor si din lumea intreaga sa realizeze produse si servicii de calitate. Cei mai cunoscuti sunt Joseph M. Juran, W. Edwarda si Philip B. Crosby. Lor li se adauga japonezul Genichi Taguchi.
Ei au in comun aceea ca au aratat ca pentru rezolvarea problemelor privind calitatea nu exista "poteci" care ocolesc dificultatile: calitatea cere implicarea directa si sprijin permanent al conducerii "la varf" din intreprinderi, adeziunea si implicarea intregului personal al acesteia. Ideile lor sunt axiomele prezentate in continuare:
Cele 10 principii ale lui Juran pentru imbunatatirea calitatii:
Crearea constiintei pentru necesitatea si posibilitatea de imbunatatire permanenta a calitatii;
Stabilirea de obiective realiste pentru imbunatatirea calitatii;
Organizarea pentru atingerea obiectivelor prin construirea unui organ de coordonare, identificarea problemelor, selectarea proiectelor si stimularea activitatii in echipe (cercuri) de control al calitatii;
Instituirea unui sistem coerent de instruire permanenta;
Adoptarea de proiecte pentru rezolvarea problemelor in domeniul calitatii;
Audituri, Rapoarte si Analize urmate de actiuni corective si analiza eficientei acestora;
Acordarea de distinctii si aprecieri stimulative pentru cei care se remarca in realizarea obiectivelor;
Transparenta. Comunicarea rezultatelor in activitatea fiecaruia;
Inregistrari si evidente privind intreaga activitate pentru calitate. Calificarea prin masurare a rezultatelor;
Mentinerea ritmului in "spirala calitatii" prin imbunatatiri anuale aduse sistemului de asigurare a calitatii.
Cele 14 puncte ale lui Deming pentru management
Crearea climatului in directia imbunatatirii permanente a calitatii produselor si serviciilor;
Constituirea Comisiei Permanente pentru Imbunatatirea Calitatii (CPIC) cu reprezentantii din fiecare compartiment si asigurarea dinamismului acesteia;
Determinarea locului unde exista probleme de calitate nerezolvate sau potentiale, in vederea eliminarii acestora;
Evaluarea costului noncalitatii si utilizarea acestuia ca instrument de motivatie la toate nivelele, la fiecare loc de munca;
Cresterea constiiniei pentru calitate si a preocuparii personale a tuturor salariatilor;
Intreprinderea de masuri pentru corectarea problemelor neidentificate prin pasii precedenti;
Stabilirea unui Comitet pentru "Programul zero defecte";
Instruirea maistrilor si personalului de conducere a compartimentelor intreprinderii pentru ducerea la indeplinire a partilor de responabilitate in domeniul asigurarii calitatii;
Instituirea zilei "zero defecte" pentru ca salariatii sa realizeze ca este necesara schimbarea atitudinii in domeniul calitatii;
Incurajarea salariaiilor de a stabili obiective de imbunatatire a calitatii pentru ei si grupurile din care fac parte;
Incurajarea salariatilor de a comunica conducerii obstacolele cu care se confrunta in realizarea obiectivelor proprii de imbunataiire a calitatii;
Recunoasterea muncii si aprecierea celor care participa la actiunile privind continua imbunatatire a calitatii;
Stabilirea Cercurilor pentru calitate ca metoda de comunicare pe o baza regulata intre membrii grupelor de executanti;
Actiuni permanente pentru a sublinia ca programele de imbunatatire a calitatii au un caracter permanent si dinamic.
Cele 7 principii ale lui Taguchi pentru imbunatatirea calitatii:
Calitatea produselor se masoara prin pierderile totale aduse societatii de produs;
Imbunatatirea continua a calitatii si costului produsului este o necesitate;
Imbunatatirea calitatii se obtine prin reducerea variabilitatii in jurul valorilor nominale;
Pierderea societatii este in general proportionala cu patratul deviatiei caracteristicii de performanta fata de valoarea sa nominala;
Proiectul produsului si al procesului are un impact determinant asupra calitatii produsului si costului acestuia.
Variatia performantei poate fi redusa prin exploatarea efectelor nelineare dintre parametri produsului si/sau ai procesului si caracteristica de performanta dorita a produsului;
Directiile parametrului produsului si/sau produsului, care reduc variatia performantei, pot fi identificate prin experimente proiectate statistic.
Cei 14 pasi ai lui Crosby pentru imbunatatirea calitatii:
Declaratia Presedintelui (Directorului General asupra necesitatii adoptarii, implicarii efective in activitatea de asigurare a calitatii, sustinuta prin exemplul personal;
Adoptarea acestei noi filozofii. Renuntarea la practica de a stabili nivelele acceptate pentru depasirea termnenelor, a greselilor si erorilor, a lucrarilor cu defecte;
3. Incetarea dependentei exclusive de controlul tehnic final al produselor. In schimb, adoptarea evidentei statistice a calitatii realizate pe fluxul de fabricatie, pentru prevenirea constatarii de produse defecte;
4. Incetarea practicilor de acordare a stimulentelor pentru economii;
Identificarea problemelor. Este obligatia permanenta a managerului de a perfectiona continuu sistemul de asigurare a calitatii prin analiza operativa a rezultatelor si implicarea intregului personal;
Instruirea profesionala si actualizarea cunostintelor;
Sprijinirea lucratorilor (executantilor) de a lucra mai bine, prin autocontrol tehnic si crearea conditiilor ca acestia sa fie "in stare" de a realiza calitatea ceruta prin materiale corespunzatoare, precizia masinilor si aparaturii de masura si control, desene si tehnologii intelese, atentionarea cand nu realizeaza lucrari de calitate si sprijinirea prin instructaj profesional sa elimine greselile;
Eliminarea fricii, astfel ca fiecare sa lucreze cu placere si din convingere in directia realizarii calitatii cerute de clienti;
Eliminarea barierelor dintre compartimentele intreprinderii, asigurarea cooperarii si transparentei;
Renuntarea la practica chemarilor adresate executantilor pentru realizarea unei productivitati superioare fara asigurarea conditiilor si resurselor necesare.
Eliminarea normelor de lucru care prescriu nivele cantitative din ce in ce mai mari fara suport real;
12. Stimularea mandriei fiecaruia pentru calitatea superioara a lucrarilor efectuate;
Instituirea unui program riguros de educatie si instruire;
Actiuni continue pentru creativitate si introducerea "noului" prin implicarea conducerii "la varf" in realizarea celor puncte de mai sus.
Analistul de fiabilitate se va orienta tot mai mult spre tehnicile vizuale si spre implementarea metodologiilor bazate pe solutii numerice, ca o alternativa a celor analitice.
|
DIMENSIUNILE MANAGEMENTULUI CALITATII |
|||
|
POLITICA IN DOMENIUL CALITATII |
CULTURA CALITATII |
||
|
MANAGEMENT STRATEGIC |
|||
|
STRUCTURI ORGANIZATORICE, SISTEM DE CALITATE |
PROGRAME DE PROMOVARE A CALITATII |
PROMOVAREA CALITATII (CONSTIINTA CALITATII) |
|
|
MANEGEMENT OPERATIV |
|||
|
PROCESE DE ASIGURAREA CALITATII |
IMPLEMENTAREA PROGRAMULUI CALITATII, CONTROLUL CALITATII |
DISCIPLINA COMPORTAMENTALA |
|
|
STRUCTURI |
ACTIVITATI |
COMPORTAMENT |
|
In domeniul managementului operational se plaseaza "procesele de asigurarea calitatii", "planificarea calitatii" si "disciplina tehnologica" realizate prin Structuri, Activitati si Comportament.
Aprecierea CALITATII implica in primul rand necesitatea definirii si masurarii acesteia.
O companie/societate dintr-o tara cu economie de piata este obisnuita sa considere CALITATEA ca fiind propria sa capacitate de a satisface un client prin furnizarea unui produs/serviciu adecvat, dupa un interval de timp, la un pret si intr-un loc adecvat cerintelor acelui client. In consecinta, pentru client, CALITATEA produsului/serviciului ofertat va constitui principalul sau criteriu de selectie.
Pregatirea Pietei
Unice Europene de
dupa
In
Orice companie/societate mare, mijlocie sau mica, producatoare de bunuri sau prestatoare de servicii, poate candida, dar numai una va putea castiga "Premiul European pentru Calitate" (EQA), toate celelalte, odata calificate, obtinand "Recompensa Europeana pentru Calitate" (EQA). In consecinta, obtinerea EQP este considerata o calificare, in timp ce decernarea EQA reprezinta rezultatul unei competitii. Trofeul atribuit castigatorului EQA va putea fi pastrat de acesta timp de un an si nu exista vreo limitare a numarului de companii calificate pentru EQP.
Astfel, decernarea EQP are urmatoarele obiective:
orientarea si concentrarea atentiei personalului companiilor/societatilor europene - intr-un mod pertinent si eficient - asupra activitatilor implicate de managementul calitatii totale si a rolului benefic al acestora;
impulsionarea companiilor/societatilor in sensul dezvoltarii unor activitati vizand ameliorarea calitatii.
|
SENSUL DE CONDITIONARE |
|||
|
CALITATEA |
CALITATEA |
CALITATEA |
CALITATEA |
|
SOCIETATII |
INTREPRINDERII |
PROCESELOR |
PRODUSULUI |
|
CULTURA |
POLITICA |
MATERIALELE |
HARDWARE |
|
CIVILIZATIA |
SISTEMELE |
MUNCA |
SOFTWARE |
|
INFRASTRUCTURA |
FACILITATILE |
INFORMATIA |
SERVICII |
|
MANAGEMENTUL |
ENERGIA | ||
|
PERSONALUL | |||
PRINCIPIILE FUNDAMENTALE ALE ASIGURARII CALITATII
INCADRAREA PROBLEMELOR DE CALITATE IN LEGISLATIE
Pe baza analizei procesului de productie, s-au stabilit principiile fundamentale ale asigurarii calitatii. Conceptul de asigurare a calitatii a fost lansat, la scara internationala, prin seria de standarde internationale de referinta ISO 9000, elaborata de Organizalia Internationala de Standardizare (ISO), in anul Organismul de standardizare al Pietei Comune a preluat integral seria de standarde ISO 9000 sub denumirea EN 29000 tot in anul 1987 si i-a mai adaugat standardul european EN 45012, privitor la certificarea sistemelor calitatii.
Apoi au fost analizate standardele internationale de referinta din seria ISO 9000 si s-a ajuns la concluzia ca principiile stabilite elimina caracterul birocratic imprimat de aceasta serie. In final, s-a analizat si standardul european EN 45012 si s-a ajuns la concluzia ca acesta nu corespunde in totalitate nici cu principiile stabilite si nici cu standardele internationale de referinta, din seria ISO 9000.
Prevederile standardelor internationale de referinta din seria ISO-9000, pot fi reformulate pe o baza stiintifica, principiala, cu un puternic impact asupra proceselor de productie.
Conceperea si realizarea sistemului de asigurare a calitatii au ca scop sa asigure functionarea optima a procesului de productie in conditiile si la parametrii la care acesta a fost conceput prin tehnologizarea si procedurarea tuturor activitatilor umane care au tangenta cu acesta, care au influenta asupra sa.
Principiile fundamentale pentru conceperea si realizarea sistemului de asigurare a calitatii care rezulta, sunt:
- principiul tehnologizarii activitatilor umane;
- principiul desprinderii activitatilor umane din fluxul tehnologic de fabricatie;
- principiul aplicarii corecte, integrale si permanente a tuturor prevederilor conceptiilor constructive si tehnologice
- principiul cibernetizarii activitatilor, pe oameni;
- principiul aplicarii ferme si creatoare a ingineriei convergente;
- principiul optimizarii simbiozei om-masina;
- principiul automatizarii si informatizarii productiei.
PRINCIPIUL TEHNOLOGIZARII ACTIVITATILOR UMANE
Procesul de productie a evoluat de la productia mestesugareasca, artizanala, la productia industriala de mare serie, actuala.
Aparitia breslelor a impus si primele masuri de normare si tipizare a productiei. Aparitia fabricilor a condus la concentrarea masiva a productiei, pastrand caracterul artizanal al acesteia.
Introducerea si tehnologizarea fluxurilor de productie a fost primul pas facut in trecerea la marea productie de serie si s-a realizat la uzinele Ford. Efectele acestui pas au fost majore, aducand dupa sine cresterea considerabila a productivitatii muncii si reducerea masiva a pretului. Introducerea si tehnologizarea fluxurilor de productie a marcat puternic toata evolutia productiei industriale in acest secol. Generalizarea tehnologizarii fluxurilor de productie a condus la doua consecinte importante:
- s-au estompat, prin generalizare, avantajele oferite in lupta concurentiala. Numai tehnologizarea fluxurilor de productie nu mai este suficienta pentru a asigura pozitie dominanta in lupta concurentiala, care se desfasoara pe piata economica ;
- s-a cronicizat contradictia dintre modul tehnologizat de organizare si desfasurare a fluxurilor de productie si organizarea activitatii personalului care participa in mod direct sau indirect la procesul de productie.
In aceasta situatie, piata si lupta concurentiala au impus necesitatea tehnologizarii in ansamblu, a intregului proces de productie. Asadar, necesitatea obtinerii tuturor avantajelor posibile care decurg din organizarea unitara, tehnologizata a intregului proces de productie, impune organizarea tehnologizata si a tuturor activitatilor umane participante la proces.
Din necesitatea organizarii unitare, tehnologizate, a procesului de productie rezulta principiul tehnologizarii activitatilor umane participante la proces.
Ansamblul de structuri organizatorice, responsabilitati, proceduri, procedee si resurse prin care se realizeaza tehnologizarea activitatilor umane participante la procesul de productie si se asigura aplicarea ferma a acestei tehnologizari, la procesul de productie, se numeste sistemul de asigurare a calitatii
Conceperea si realizarea sistemului de asigurare a calitatii trebuie sa fie realizate pe aceleasi principii si in acelasi mod in care este conceput si este realizat fluxul tehnologic de productie.
In aceasta viziune, organizarea tehnologizata a procesului de productie are trei laturi
- conceperea si realizarea fluxului tehnologic de fabricatie;
- conceperea si realizarea sistemului de control al calitatii;
- conceperea si realizarea sistemului de asigurare a calitatii.
Dintre aceste trei laturi, rolul prioritar revine fluxului tehnologic de fabricatie, care este determinat in mod obisnuit de nivelul de dezvoltare a tehnologiei, de capacitatea de inovatie tehnica a fabricantului si de resursele economice ale acestuia.
PRINCIPIUL DESPRINDERII ACTIVITATILOR UMANE DIN FLUXUL DE FABRICATIE AL PRODUSELOR
Actiunea de tehnologizare a activitatilor umane participante la procesul de productie cuprinde o serie de operatii. Inainte de a trece la tehnologizarea activitatii umane participante la procesul de productie, trebuie identificate aceste operatii.
Fluxul tehnologic de fabricatie a fost conceput si realizat pentru a fabrica un produs strict determinat, la niveluri de calitate si de pret, de asemenea, strict determinate. Produsul care va fi fabricat si nivelurile de calitate si de pret ale acestuia sunt determinate de posibilitatile tehnice si economice ale producatorului si sunt directionate de pozitia pe care acesta tinde sa o ocupe pe piata economica.
Fluxul tehnologic isi pastreaza identitatea o perioada lunga de timp. In aceasta perioada, fluxul tehnologic poate si trebuie sa suporte unele modernizari, dar isi pastreaza identitatea. Schimbarea fluxului tehnologic necesita cheltuieli mari de investitii si, din aceasta cauza, de regula, se executa numai la introducerea in fabricatie a unui nou produs.
Avand in vedere cvasistabilitatea fluxului tehnologic si stricta sa determinare, activitatile umane participante la procesul de productie trebuie sa rezulte din fluxul tehnologic si anume, sa contina, sa insumeze toate activitalile necesare, sa asigure atat functionarea corecta si la intreaga capacitate a fluxului tehnologic, cat si crearea tuturor conditiilor necesare acestei functionari.
Prin urmare, activitatile umane participante la procesul de productie se cumuleaza prin identificarea:
- tuturor activitatilor care asigura functionarea corecta si la intreaga capacitate a diferitelor elemente, utilaje, segmente ale fluxului tehnologic
- tuturor activitatilor care asigura legaturile firesti, normale dintre diferitele elemente, utilaje, segmente ale fluxului tehnologic;
- tuturor activitatilor necesare pentru cresterea conditiilor exterioare fluxului tehnologic, dar care contribuie la functionarea acestuia
- tuturor activitatilor conexe care pot avea o influenta mai mare sau mai mica, directa sau indirecta, asupra functionarii fluxului tehnologic.
Pentru identificarea corecta si completa a tuturor activitatilor enumerate este necesara cunoasterea temeinica integrala si completa a intregului proces de productie, cu toata multimea ramificatiilor si interconexiunilor sale.
PRINCIPIUL APLICARII INTEGRALE SI PERFORMANTE A PREVEDERILOR CONCEPTIILOR CONSTRUCTIVE SI TEHNOLOGICE
Nivelele de calitate si de pret prevazute prin conceptia constructiva a produsului si prin conceptia si realizarea fluxului tehnologic nu pot fi asigurate decat prin aplicarea corecta, integrala si permanenta a tuturor prevederilor rezultate din aceste conceptii. Orice abatere de la aceste prevederi are consecinte imediate asupra calitatii si pretului produselor fabricate.
Operatia de procesare consta in stabilirea fluxului cronologic al tuturor activitatilor umane, identificate ca apartinand activitatilor umane participante la procesul de productie. Procesul activitatilor umane participante la procesul de productie si fluxul cronologic al acestora, trebuie corelat cu fluxul tehnologic de fabricatie.
Operatia de tehnologizare a activitatilor umane participante la procesul de productie consta in descompunerea fiecarei activitati in elemente componente: operatii, actiuni, gesturi, etc.
Operatia de procedurare consta in stabilirea concreta a modului de executare a fiecarui gest, actiune sau operatie din compunerea fiecarei activitati umane participante la procesul de productie si cumularea acestora pe fiecare activitate. In urma acestei operatii se obtine procedura completa a fiecarei activitati in parte.
PRINCIPIUL CONCRETIZARII ACTIVITATILOR, PE OAMENI
Alaturi de fluxul tehnologic si de controlul de calitate, sistemul de asigurare a calitatii constituie una dintre componentele fundamentale ale procesului de productie. Calitatea produselor rezultate din procesul de productie se obtine prin cumularea rezultatelor si consecintelor functionarii tuturor celor trei componente fundamentale ale procesului de productie.
Sistemul de asigurare a calitatii isi aduce propria contributie la calitatea productiei realizate. Aceasta contributie depinde de doi factori: de continutul si de aplicarea sistemului de asigurare a calitatii.
Continutul sistemului de asigurare a calitatii este asigurat prin aplicarea principiilor analizate anterior si este realizat prin executarea operatiilor de identificare, procesare, tehnologizare si procedurare a tuturor activitatilor umane participante la procesul de productie.
Aplicarea sistemului de asigurare a calitatii depinde de competenta, de responsabilitatea si de raspunderea cu care sunt executate procedurile sale.
Competenta personalului care executa (in sensul aplicarii in productie) procedurile sistemului de asigurare a calitatii se obtine prin selectie si prin instruire. Principalele criterii de selectie a personalului trebuie sa fie:
- competenta profesionala,
- constiinciozitatea,
- asumarea responsabilitatii,
- capacitatea de concentrare si de efort, etc.
Este evident ca instruirea poate fi aplicata numai pentru cresterea competentei profesionale, in cazul cand acesta este insuficienta. De asemenea, instruirea este obligatorie pentru insusirea modului de aplicare a procedurilor, in faza de implementare a sistemului de asigurare a calitatii.
In legatura cu selectia, nu sistemul de asigurare a calitatii este alocat unui personal prestabilit, ci dimpotriva, un personal selectionat este alocat sistemului de asigurare a calitatii, pentru a-l aplica.
Pentru a determina numarul necesar de personal si pentru a intari responsabilitatea si autoritatea acestuia este necesara o restructurare a procedurilor de executie, pe persoane.
Operatia de procedurare prezentata in cadrul acelui principiu se refera la procedurarea gesturilor, actiunilor si operatiilor, in cadrul fiecarei activitati si obtinerea unei proceduri complete, pentru fiecare activitate umana participanta la procesul de productie.
La executia practica a unei activitati pot participa mai multe persoane. Din motive de responsabilitate a executiei este necesar ca procedura activitatii sa fie redistribuita in proceduri personale.
Totodata, din ratiuni de utilizare optima a personalului intr-un interval de timp dat, aceeasi persoana poate executa operatii care apartin mai multor activitati.
Toate acestea impun ca, din ratiuni de personal, de responsabilitate si de autoritate, sa se redistribuie procedurile pe activitati in proceduri pe persoane. In aceasta consta principiul concretizarii actiunilor, pe oameni. Procedurile pe persoane trebuie sa preia integral toate procedurile pe activitati, in ordinea fireasca a procesarii acestora.
PRINCIPIUL APLICARII CREATOARE A PROCEDURILOR PERFORMANTE
Aplicarea in procesul de productie a procedurilor sistemului de asigurare a calitatii trebuie sa fie riguroasa si ferma.
Tot personalul care aplica procedurile sistemului de asigurare a calitatii, in orice segment al procesului de productie trebuie sa manifeste o disciplina ferma, dusa pana la aplicarea automata, daca se poate in mod reflex, a tuturor prevederilor, pana la cele mai mici detalii.
Fiecare persoana in parte trebuie sa constientizeze foarte clar faptul ca nu se admite nici un fel de abatere de la prevederile procedurilor. Orice abatere de la prevederile procedurilor, oricat de neinsemnata ar fi, are consecinte imediate asupra calitatii produselor fabricate.
Disciplina si activitatea intregului personal trebuie sa se manifeste in mod creator.
Personalul care aplica procedurile sistemului de asigurare a calitatii este solicitat ca, in paralel cu aplicarea ferma, riguroasa a procedurilor, sa le inteleaga si sa le analizeze in mod critic, creator, sa incerce sa gaseasca solutii mai simple si mai eficiente, promovate ulterior ca propuneri de imbunatatire. Pe baza propunerilor de imbunatatire acceptate, procedurile la care se refera se modifica si se revizuiesc.
PRINCIPIUL OPTIMIZARII CORELATIEI OM-MASINA
Acest principiu exprima cerinta ca sistemul de asigurare a calitatii sa fie conceput, realizat si aplicat incat procesul de productie sa functioneze in regim optim si sa se comporte ca un organism unitar, armonizat si eficient.
Procesul de productie are doua componente principale:
- componenta tehnica,
- componenta umana.
Din punct de vedere organizatoric, cele doua componente ale procesului de productie sunt structurate in parti cum ar fi:
- fluxul tehnologic,
- sistemul de control al calitatii.
- sistemul de asigurare a calitatii.
Optimizarea procesului de productie implica nu numai optimizarea interna a fiecarei componente, ci si optimizarea interactiunii dintre ele.
Optimizarea interna a componentelor procesului de productie se obline in etapele de concepere si realizare a fiecareia dintre ele.
Optimizarea interactiunii dintre componentele procesului de productie nu poate fi obtinuta decat prin analiza critica a functionarii lor comune. Prin urmare, etapa principala a acestei optimizari coincide cu etapa de implementare a sistemului de asigurare a calitatii. In continuare au loc corectii ale acestei optimizari.
La nivelul inferior al interactiunii dintre compartimentele procesului de productie, interactiunea are loc intre om si utilajul sau masina cu care acesta lucreaza. Din aceasta cauza apare principiul simbiozei om-masina.
Conform acestui principiu, orice actiune sau operatie umana cuprinsa in sistemul de asigurare a calitatii trebuie sa fie:
- necesara;
- fireasca (naturala);
- oportuna.
Caracterul necesar al actiunii sau operatiei arata ca aceasta nu poate lipsi, deoarece lipsa sa afecteaza calitatea produselor realizate.
Caracterul firesc natural) al actiunii sau operatiei arata ca aceasta se inscrie in structura si regulile dupa care a fost conceput si realizat sistemul de asigurare a calitatii.
Caracterul de oportunitate al actiunii sau operatiei se refera la executarea concreta a acesteia si are in vedere trei aspecte:
- momentul executiei ;
- intensitatea cu care se executa;
- modul cum se executa.
O actiune sau operatie este oportuna daca atat momentul executiei, intensitatea cu care se executa, cat si modul cum se executa, contribuie la functionarea corecta a procesului de productie, fara a produce nici un fel de perturbatii. Perturbatiile sunt nedorite deoarece afecteaza functionarea procesului de productie si deci si calitatea produselor fabricate.
Aparitia si efectul perturbatiilor trebuie privite in dublu sens:
- perturbatii asupra fluxului tehnologic;
- perturbatii asupra personalului uman.
Eliminarea perturbatiilor trebuie sa conduca la eliminarea ambelor forme de perturbatii.
PRINCIPIUL INFORMATIZARII PROCESELOR ENERGO-INDUSTRIALE
Principiul informatizarii actiunilor si operatiilor umane rezulta din aplicarea principiilor enuntate anterior si din particularitatile biologice ale factorului uman.
Particularitatile biologice ale factorului uman sunt
caracterul ciclic al atentiei
- caracterul descrescator al capacitatii de efort.
Caracterul ciclic al atentiei rezulta din succesiunea continua a ciclului excitatie-inhibitie a celulei nervoase. Din aceasta cauza, pe durata unei operatii prelungite sau des repetabile, survine momentul inhibarii automate a grupului de celule nervoase si in mod automat scaderea atentiei.
Caracterul descrescator al capacitatii de efort este rezultatul cresterii acumularilor de toxine in muschi, de-a lungul unei activitati prelungite, care duc la diminuarea vitezei de reactie si a intensitatii efortului.
Prin urmare, factorul uman nu este in stare sa asigure functionarea procesului de productie, in conditii optime, in mod continuu si pe perioade lungi de timp
REALIZAREA SISTEMULUI DE ASIGURARE A CALITATII
Din analiza principiilor care stau la baza conducerii, realizarii si functionarii sistemului de asigurare a calitatii, rezulta si etapele de realizare a acestuia, care sunt:
- inventarierea activitatilor prin:
identificarea tuturor activitatilor direct legate de fluxul tehnologic
identificarea tuturor activitatilor care au influenta asupra fluxului tehnologic
procesarea activitatilor (alcatuirea fluxului cronologic al activitatilor
corelarea procesului activitatilor cu fluxul tehnologic;
tehnologizarea activitatilor (a fiecarei activitati in parte);
procedurarea activitatilor (a fiecarei activitati in parte);
stabilirea structurii de personal;
reprocedurarea pe oameni (pe fiecare persoana);
stabilirea procedurilor de control (pe linia asigurarii calitatii);
implementarea sistemului de asigurare a calitatii;
actualizarea si perfectionarea sistemului de asigurare a calitatii (etapa cu actiune permanenta).
Din parcurgerea si realizarea acestor etape rezulta si documentele care vor constitui depozitul de realizare a sistemului de asigurare a calitatii.
La intocmirea acestor documente trebuie avute in vedere si standardele nationale si internationale referitoare la sistemele de asigurare a calitatii.
5. FACTORII CARE CONDUC
Urmatorii factori conduc la necesitatea abordarii managementului calitatii:
Criterii de eficacitate economica:
Reducerea costurilor non-calitate;
Cresterea profitului;
Atragerea actionarilor prin cresterea dividendelor.
Criterii comerciale:
Cresterea cifrei de afaceri;
Castigarea de noi segmente de piata;
Diminuarea costurilor in perioada de garantie;
Imbunatatirea imaginii pe piata;
Satisfacerea clientului;
O utilizare mai eficienta a personalului.
Realizarea increderii in produse si servicii interne si externe;
Alinierea la cerintele unor standarde internationale;
Abordarea favorabila a unor relatii contractuale;
Imbunatatirea calitatii produselor si serviciilor;
Prevenirea presiunii pietei;
Satisfactia, motivatia salariatilor proprii.
6. PRINCIPIILE MANAGEMENTULUI CALITATII
In conformitate cu standardul european ISO 9001:2000, cele opt principii ale managementului calitatii sunt:
Orientarea spre client. Organizatiile depind de clientii lor si de aceea acestea trebuie sa inteleaga nevoile actuale si viitoare ale clientilor, sa satisfaca cerintele lor si sa lupte pentru a depasi asteptarile clientilor.
Leadership. Managerii stabilesc unitar obiectivele, strategiile, directiile de dezvoltare ale organizatiei. Ei trebuie sa genereze si sa mentina un mediu de lucru in care angajatii se pot implica deplin in realizarea obiectivelor organizatiei.
Implicarea personalului. Personalul de la toate nivelurile este esenta unei organizatii, iar implicarea sa totala permite ca abilitatile sale sa fie utilizate in beneficiul organizatiei.
Abordarea bazata pe proces. Un rezultat dorit este realizat mai eficient cand resursele si activitatile aferente sunt conduse ca un proces. La toate procesele poate fi folosit procedeul Plan-Do-Chek-Act (Planifica-Efectueaza-Verifica-Actioneaza). Pentru definirea cerintelor de intrare in proces un rol semnificativ il joaca clientul. Monitorizarea satisfactiei clientului necesita evaluarea informatiilor pentru a valida faptul ca cerintele clientului au fost satisfacute.
Abordarea managementului ca sistem. Identificarea, intelegerea si conducerea proceselor corelate ca un sistem, contribuie la eficacitatea si eficienta unei organizatii in realizarea obiectivelor sale.
Imbunatatirea continua.
Abordarea pe baze de fapte in luarea deciziilor. Deciziile eficace sunt bazate pe analiza datelor si a informatiilor.
Relatii reciproc avantajoase cu furnizorul. O organizatie si furnizorii sai sunt interdependenti, iar o relatie reciproc benefica intareste capacitatea lor de a creea valoare adaugata.
7. ETAPELE PENTRU DEZVOLTAREA SI IMPLEMENTAREA SMC
Pentru dezvoltarea si implementarea SMC este necesara parcurgerea urmatoarelor etape:
Etapa pregatitoare - analiza:
Activitatea firmei;
Organizarea firmei;
Politica si obiectivele firmei.
Organizarea sistemului de management al calitatii:
Stabilirea reprezentantului la varf pentru SMC;
Stabilirea responsabilului de calitate;
Instruirea.
Elaborarea documentelor sistemului de management al calitatii:
Identificarea proceselor principale si auxiliare din cadrul firmei;
Harta proceselor;
Manual de management al calitatii;
Procedurile de sistem;
Procedurile si instructiunile de lucru;
Formulare, inregistrari.
Efectuarea auditurilor interne pentru a evalua eficacitatea si conformitatea cu standardul a sistemului de management al calitatii.
Analiza periodica la varf si imbunatatirea continua.
8. CONTRIBUTIA LA IMPLEMENTAREA SMC
Implementarea Sistemului de Management al Calitatii este o actiune voluntara dar care porneste de la varf. O data sistemul implementat el functioneaza ca un mecanism, dar forta motrice este conducerea la varf a organizatiei.
La acel nivel trebuie sa existe cultura manageriala, dorinta de imbunatatire continua, informatia si actiunea voluntara de a adapta propria organizatie dinamicii economice, industriale si afaceri de azi.
De la nivel de conducere, contributia proprie la implementarea SMC in Sucursala ROMAG-PROD ar putea fi sintetizata prin:
Infiintarea compartimentului de management al calitatii format din doi responsabili SMC si condus de reprezentantul managementului la varf in subordonarea directa a directorului sucursalei;
Reorganizarea si planificarea auditurilor interne;
Abordarea bazata pe proces, nominalizarea responsabililor de proces;
Intensificarea si extinderea procesului de instruire pe linia SMC, in special instruire externa, la mai multe nivele ierarhice de conducere si executie;
Respectarea termenelor de analiza la varf si identificarea de noi indicatori de evaluare a performantei, calitatii si eficientei SMC;
Inceperea instruirii si documentarii privind trecerea la organizarea pentru "proiectul Sase sigma" = metodologia de imbunatatire continua a performantei afacerii bazata pe lucrul in echipe proiect si valorificarea unor principii ale controlului statistic al proceselor; o lectie de invatat pentru cei cu mintea deschisa si dorinta nestramutata de a imbunatatii modul propriu de lucru si in care organizatia face afaceri;
Accentuarea caracterului integrat al SMC cu managementul mediului, al situatiilor de urgenta si al sanatatii si securitatii in munca, avand ca scop final certificarea unei excelente in management.
9. IMPLEMENTAREA SMC
9.1. Etapa pregatitoare - analiza
Activitatea, organizarea, politica si obiectivele
Sucursala ROMAG-PROD
este amplasata la circa
Uzina de apa grea are ca principal
obiect de activitate fabricarea apei grele de uz nuclear. Producerea apei grele
Materia prima pentru producerea apei grele este apa din Dunare cu un continut natural in deuteriu de 0,0143%. Apa grea existenta natural se separa si se concentraza in instalatiile de schimb izotopic si apoi in instalatia de distilare sub vid pana la o concentratie de peste 99,78%, concentratie necesara pentru ca aceasta sa-si indeplineasca principala functie, cea de moderator in reactoarele nucleare si agent termic primar.
Principalele faze ale procesului tehnologic sunt:
preparare apa de proces;
tratare chimica si mecanica (dedurizare, filtrare, decantare)
schimb ionic (demineralizare)
degazare
preparare hidrogen sulfurat (H2S);
H2S se prepara din sulfura de sodiu si acid sulfuric
apele sulfatice rezultate din acest proces sunt tratate si colectate intr-un batal de namol
schimb izotopic;
deuteriul migreaza de la hidrogenul sulfurat la apa de proces
distilare sub vid;
Specificatia tehnica a produsului APA GREA DE CALITATE NUCLEARA


NUCLEAR QUALITY HEAVY WATER
TECHNICAL SPECIFICATION
|
No. |
Quality parameters |
Units |
Value |
|
Isotopic concentration |
% wt D2O |
min 99.78 |
|
|
Conductivity |
mS/cm |
max 15 |
|
|
Turbidity |
NTU (ppmSiO2) |
max 5 |
|
|
Organics (KMnO4 demand) |
mg/kg |
max 10 |
|
|
Chloride |
mg/kg |
max 0.05 |
|
|
pH | |||
|
Tritium |
mCi/kg |
without |
Note 1. Other specifications are available on request.
Note 2. The
product is bottled in stainless steel drums of
|
|
Prin SMC, se implementeaza politica si obiectivele, nu SR EN ISO 9001:2001.
In acest sens, managementul de varf, prin "Declaratia de politica a managementului de calitate", si-a luat angajamentul de mentinere si imbunatatire a sistemului de management al calitatii in conformitate cu cerintele SR EN ISO 9001:2000 si au fost stabilite obiectivele si politica in domeniul calitatii.
Principiile politicii Sucursalei ROMAG-PROD in domeniul calitatii
Principiul 1: Calitatea orientata spre piata: Calitatea produsului fabricat
Principiul 2: Constiinta calitatii: angajatii Sucursalei ROMAG-PROD sunt educati astfel incat obiectivele principale ale acestora sa fie prevenirea defectelor si realizarea produselor/proceselor la cel mai inalt grad de calitate.
Principiul 3: Calitatea economica: Calitatea este stabilita si asigurata conform principiilor economice aplicate in cadrul Sucursalei ROMAG-PROD.
Principiul 4: Responsabilitatea pentru calitate: Fiecare angajat este raspunzator pentru calitatea muncii sale. Principala metoda de control a calitatii produselor pe intreg fluxul tehnologic este autocontrolul.
Obiectivele Sucursalei ROMAG-PROD in domeniul calitatii
sunt stabilite in urma analizelor efectuate de management si sunt definite in declaratia managerului general. Acestea vizeaza urmatoarele aspecte:
Realizarea de servicii care sa corespunda cerintelor de calitate, conform SR EN ISO 9001:2001;
Asigurarea imbunatatirii continue a functionarii sistemului de management al calitatii aplicat in cadrul organizatiei;
Certificarea unui sistem de management integrat calitate-mediu;
Rezolvarea operativa a actiunilor corective si preventive stabilite si a Rapoartelor de neconformitati in urma auditurilor interne programate;
Urmarirea si analizarea incidentelor tehnice din anii precedenti;
Continua documentare, identificare si respectare a reglementarilor si cerintelor legale pentru obtinerea / mentinerea autorizatiilor si a certificarilor;
Desemnarea Responsabililor de Calitate la nivel de compartimente functionale;
Numirea Reprezentantului Managementului de Calitate;
Imbunatatirea calitatii muncii, a proceselor si serviciilor organizatiei;
Instruirea personalului in vederea imbunatatirii SMC in conformitate cu cerintele standardului SR EN ISO 9004:2001;
Reducerea costurilor prin cresterea calitatii mentenantei instalatiilor;
Reducerea costurilor datorate neconformitatilor si cresterea eficientei economice;
Extinderea segmentului specific de piata prin marirea numarului de clienti, in special a clientilor permanenti.
Pentru realizarea acestor obiective, conducerea Sucursalei ROMAG-PROD raspunde de asigurarea tuturor resurselor necesare si acordarea intregului sprijin, asumandu-si intreaga responsabilitate asupra rezultatelor ce se vor obtine ca urmare a politicii aplicate in domeniul calitatii.
Aceasta politica este disponibila pentru public, comunicata si cunoscuta de intregul personal al unitatii.
9.2. Elaborarea documentelor SMC
Elaborarea documentelor sistemului de management al calitatii
Elaborarea documentatiei SMC reprezinta principala etapa in procesul de implementare al unui sistem de management al calitatii.
Principalele obiective ale documentatiei unei organizatii sunt:
comunicarea informatiei;
evidenta conformitatii;
difuzarea cunostintelor.
Documentatia trebuie sa fie concisa si sa abordeze punctele esentiale.
Fiecare organizatie stabileste volumul documentatiei cerute si suportul care va fi utilizat.
Aceasta depinde de factori cum ar fi marimea organizatiei, complexitatea si interactiunea proceselor, complexitatea produselor, cerintele clientului, cerinsele de reglementare aplicabile, abilitatile demonstrate ale personalului si masura in care este necesar sa demonstreze indeplinirea cerintelor sistemului de managemental calitatii.
Volumul documentatiei elaborate trebuie sa asigure ca SMC este adecvat inteles si adecvat implementat si sa demonstreze conformitatea produselor, proceselor si a sistemului de management al calitatii.
Desi, in general, se apreciaza ca principalul document utilizat in proiectarea si implementarea SMC este Manualul Calitatii, practic fundamentul sistemului de management al calitatii il reprezinta Procedurile/Instructiunile de lucru, documentatia tehnica.
Structura documentelor SMC din Sucursala ROMAG-PROD
este conceputa pe patru nivele:
Manual de Management al Calitatii: documenteaza SMC implementat in cadrul Sucursalei ROMAG-PROD in conformitate cu cerintele standardului SR EN ISO 9001:2001; prezinta politica in domeniul calitatii, responsabilitatile si autoritatile personalului care conduce, efectueaza, verifica sau analizeaza activitatile ce influenteaza calitatea produselor.
Responsabilitatea elaborarii, implementarii si a revizuirii MMC este a Reprezentantului Managementului de Calitate (RMC).
MMC se aproba de Directorul Sucursalei ROMAG-PROD.
Revizia MMC se face ori de cate ori este nevoie, cel putin o data la 5 ani, functie de modificarile aparute in infrastructura sucursalei, in functie de necesitatile de imbunatatire si de perfectionare a SMC si functie de actiunile corective emise de organismele de certificare sau de clienti in timpul auditurilor externe.
Exemplarul original al MMC este detinut de RMC.
Difuzarea acestuia catre toate compartimentele functionale si operationale se face electronic prin reteaua INTRANET a unitatii, pe suport magnetic sau pe suport de hartie.
Dupa revizia MMC, editiile anterioare aflate in circulatie pe suport de hartie se arhiveaza pe o durata de 2 ani la arhiva Sucursalei ROMAG-PROD, conform unei proceduri de arhivare, "Procedura de arhivare", AQ-PO-048.
MMC descrie interfetele organizatorice interne, procedurile documentate (procedurile de sistem), metodele si mijloacele necesare pentru corelarea politicii, a obiectivelor generale si specifice de calitate, precum si mijloacele de realizare a acestora. Sunt descrise masurile organizatorice specifice care concura la indeplinirea urmatoarelor cerinte de baza:
definirea clara a metodelor de conducere pentru asigurarea calitatii, a obiectivelor si responsabilitatilor pentru asigurarea calitatii, incluzand responsabilitatile fiecarui compartiment; manualul prevede responsabilitatile, autoritatile si independenta personalului care conduce efectiv si verifica activitatea ce influenteaza calitatea; de asemenea, manualul prezinta responsabilitatile si competentele personalului care efectueaza examinari tehnice de asigurare a calitatii si ale celui care consemneaza conformitatea produsului sau serviciului cu cerintele de calitate, initiaza actiuni de prevenire a aparitiei oricarei neconformitati referitoare la produse, procese si la sistemul de management al calitatii.
efectuarea analizei periodice a sistemului de management al calitatii la intervale definite si suficiente pentru a se putea constata daca este aplicat corespunzator si daca este adecvat; manualul prevede ca aceste analize sa fie extinse asupra activitatii intregului personal; inregistrarile acestor analize trebuie pastrate;
numirea reprezentantului managementului calitatii, care sa raporteze permanent directorului unitatii (la un nivel care evita subordonarea cerintelor de asigurare a calitatii fata de celelalte activitati: productie, intretinere, reparatii) despre modul in care se aplica si functioneaza sistemul de management al calitatii, in vederea imbunatatirii acestuia; manualul prevede competentele acestuia in ce priveste rezolvarea problemelor de calitate;
definirea responsabilitatilor si competentelor personalului raspunzator pentru asigurarea calitatii in toate compartimentele unitatii; totodata se stabileste si gradul de independenta organizatorica a acestuia cu privire la:
identificarea si inregistrarea problemelor de calitate;
initierea, recomandarea sau aprobarea de dispozitii privind modul de tratare a produselor neconforme;
confirmarea corectarii produselor neconforme;
folosirea in cadrul compartimentelor de control tehnic de calitate, verificari si incercari a unor persoane competente, altele decat cele care executa sau conduc direct lucrarile supuse controalelor de calitate, verificarilor si incercarilor; manualul precizeaza ca aceste persoane nu se subordoneaza direct personalului de conducere nemijlocit responsabil cu productia, intretinerea si reparatia pentru lucrarile supuse controalelor de calitate, verificarilor si incercarilor;
lista procedurilor functiilor Sistemului de management al calitatii, in conformitate cu cerintele necesare pentru elaborarea si executarea produselor;
Proceduri de sistem: sunt documente ale SMC care trateaza cerintele elementelor de sistem precizate in standardul model de referinta si au aplicabilitate in Sucursala ROMAG-PROD:
Prezinta scopul, domeniul de aplicare, definitii si prescurtari, responsabilitatile functiilor implicate;
Descriu activitatile, operatiile si executantii acestora, desfasurarea fireasca a acestora;
Mentioneaza inregistrarile aferente emise cu ocazia executiei activitatii sau operatiei respective.
Proceduri si instructiuni de lucru sunt documente de lucru si de control care descriu detaliat anumite activitati referitoare la calitate:
Proceduri operationale referitoare la sistemul calitatii;
Proceduri si instructiuni de lucru;
Planuri ale Calitatii; PCCVI-uri;
Fise tehnologice sau alte documente operationale specifice care descriu cum se va desfasura in mod practic un anumit proces sau activitate.
Acestea:
Prezinta pas cu pas actiunile sau operatiile necesare a fi executate, metodele, echipamentele, sculele si materialele care trebuiesc utilizate;
Sunt formulate in termeni simpli dar suficient de detaliat astfel incat scopul declarat sa fie indeplinit complet si eficient;
Sunt difuzate in mod controlat, fiind asigurata aplicarea acestora prin instruirea personalului implicat.
Toate activitatile de executie sunt insotite de verificari ale derularii proceselor si inspectii ale produselor, prevazute de documentatia tehnologica si procedurile operationale, de control si executie.
9.3. Implementarea SMC
Implementarea SMC conform cerinte SR EN ISO 9001:2001
Cerinte generale (cap. 4.1)
In conformitate cu cerintele standardului SR EN ISO 9001 scopul organizatiei trebuie sa fie orientat catre satisfacerea necesitatilor si asteptarilor partilor interesate si cresterea continua a satisfactiei acestora, asigurata de functionarea si imbunatatirea continua a sistemului de management al calitatii. Succesul in realizarea acestui obiectiv consta in implementarea metodologiei PDCA la nivelul proceselor organizatiei, ceea ce implica gruparea acestor procese in:
planificarea procesului;
implementarea;
masurarea;
imbunatatirea continua a procesului.
Proiectarea si implementarea unui sistem de management al calitatii - SMC in conformitate cu ISO 9001/2000 trebuie sa porneasca de la intelegerea si abordarea urmatoarelor cerinte:
abordarea bazata pe proces (cap. 0.2);
cerinte generale (pct. 4.1)
indrumarile marcate in standard prin NOTA;
imbunatatirea continua (cerinta 8.5).
SR EN ISO 9001:2001 "Sisteme de management al calitatii - Cerinte" promoveaza adoptarea unei abordari bazate pe proces in dezvoltarea, implementarea si imbunatatirea eficacitatii SMC, in scopul cresterii satisfactiei clientului prin indeplinirea cerintelor acestuia.
Un avantaj al abordarii bazate pe proces este controlul permanent pe care aceasta il asigura, atat asupra legaturii dintre procesele individuale in cadrul sistemului de procese, cat si asupra combinarii si interactiunii acestora.
In acest scop s-a trecut la identificarea proceselor din cadrul Sucursalei ROMAG-PROD si a interactiunii dintre acestea prin:
Stabilirea "Listei proceselor din Sucursala ROMAG-PROD";
Intocmirea "Fiselor de proces";
Intocmirea "Diagramelor de proces".
Vezi anexele:
LISTA PROCESELOR DIN SUCURSALA ROMAG-PROD
INTERACTIUNEA PROCESELOR DIN SUCURSALA ROMAG-PROD
Procesele identificate ale Sistemului de Management al Calitatii sunt:
Procese de management;
Procese de realizare produs;
Procese de masurare;
Procese de asigurare resurse.
Managementul unitatii aloca resurse si asigura disponibilitatea informatiilor necesare desfasurarii in conditii optime a activitatilor, respectiv proceselor din cadrul sucursalei.
Toate procesele sunt monitorizate, masurate si analizate in mod regulat astfel incat sa se realizeze obiectivele planificate si imbunatatirea SMC.
Imbunatatirea continua a proceselor este principiul fundamental in cadrul Sucursalei ROMAG-PROD iar in acest sens sunt efectuate periodic analize pentru identificarea oportunitatilor de imbunatatire a acestora.
Plecand de la importanta cerintelor de mai sus, utile unei organizatii care doreste un sistem de management al calitatii eficace, se poate realiza o harta a proceselor ca in figura urmatoare:
Cerinte referitoare la documentatie (cap.4.2)
Documentele cerute de SMC, utilizate
in cadrul Sucursalei ROMAG-PROD sunt controlate, conform procedurii de sistem "Controlul documentelor, AQ-PS-
Scopul controlului documentelor este de a da certitudine ca cei ce desfasoara o activitate in cadrul Sucursalei ROMAG-PROD cunosc existenta si disponibilitatea documentelor si ca toate documentele sunt disponibile cand si unde sunt necesare.
Prin controlul documentelor se stabileste si respecta un mod unitar de elaborare, aprobare, difuzare, modificare si retragere a documentelor.
Toate documentele sunt elaborate si aprobate de personal autorizat.
Pentru identificarea acestora, fiecare document este codificat. Prin codificare se urmareste cunoasterea compartimentului care il emite, tipul documentului, domeniul in care actioneaza, stadiul actualizarilor.
Cerintele referitoare la controlul
inregistrarilor calitatii sunt descrise in procedura sistemului
calitatii "Controlul inregistrarilor -
cod AQ-PS-
Arhivarea, perioadele de pastrare, locurile si persoanele responsabile sunt mentionate in "Procedura de arhivare", AQ-PO-048.
9.4. Organizarea SMC
Responsabilitatea managementului (cap.5)
Angajamentul managementului
Managementul de varf din cadrul Sucursalei ROMAG-PROD prezinta dovezi ala angajamentului sau privind dezvoltarea si implementarea SMC precum si pentru imbunatatirea continua a eficacitatii si eficientei acestuia in scopul cresterii satisfactiei clientului prin elaborarea "Declaratiei de politica in domeniul calitatii a managementului"
A fost stabilita politica si obiectivele organizatiei in domeniul calitatii.
Pentru realizarea acestor obiective, conducerea Sucursalei ROMAG-PROD raspunde de asigurarea tuturor resurselor necesare si acordarea intregului sprijin, asumandu-si intreaga responsabilitate asupra rezultatelor ce se vor obtine ca urmare a politicii aplicate in domeniul calitatii.
Aceasta politica este disponibila pentru public, comunicata si cunoscuta de intregul personal al unitatii.
Managementul Sucursalei ROMAG-PROD considera ca excelenta in calitate se poate realiza prin crearea si dezvoltarea constiintei privind calitatea la toti angajatii unitatii, iar in acest scop isi va educa si instrui angajatii in toate aspectele cerute de controlul calitatii, se va accentua aspectul comunicarii interne.
Pentru implementarea si mentinerea sistemului de management al calitatii, conducerea la varf a nominalizat Reprezentantul Managementului de Calitate (RMC) care are responsabilitatea si autoritatea implementarii, verificarii si mentinerii politicii in domeniul calitatii la toate nivelurile unitatii.
Pentru gestionarea documentelor SMC, elaborarea documentelor de sistem si realizarea auditurilor interne s-a infiintat un compartiment de calitate.
La nivelul fiecarui proces principal au fost numiti "responsabili cu calitatea" (RC) care asigura implementarea si functionarea sistemului de management in procesul respectiv.
Personalul cu atributii in domeniul calitatii analizeaza periodic sistemul calitatii pentru a se asigura continua adecvare si eficacitatea acestuia.
Responsabilitate, autoritate si comunicare
Organizarea Sucursalei ROMAG-PROD (Schema Om-Utilaj) stabilita si aprobata de Directorul General RAAN este conceputa astfel incat sa se asigure toate cerintele de fabricatie, de securitate a muncii, de siguranta in exploatarea instalatiilor, a cerintelor de protectie a mediului, a celor administrative cat si a celor pe linia asiguarii unei bune functionari a SMC.
Structura organizatorica asigura investirea cu responsabilitate si autoritate functionala a persoanelor care conduc, efectueaza si verifica activitatile care influenteaza calitatea, precum si liniile de comunicare/raportare adecvate.
Responsabilitatile si atributiile functiilor de conducere, organizare, control si executie care influenteaza calitatea, situate pe toate nivelurile organizatorice, sunt detaliate atat in documentatia SMC, cat si in deciziile si reglementarile interne (Regulamentul de Ordine Interioara - ROI).
Comunicarea/raportarea intre functiile implicate in realizarea calitatii sunt realizate astfel:
Pe verticala: comunicarea/raportarea directa pe cale ierarhica;
Pe orizontala: comunicarea/raportarea directa intre compartimentele functionale pentru probleme de asigurare a calitatii atunci cand acestea sunt de natura tehnica sau de sistem.
Comunicarea interna este documentata prin procedura operationala "AQ-PO-033 - Comunicare Interna".
Analiza efectuata de management
Responsabilitatea realizarii efective a acestei analize revine Directorului Sucursalei ROMAG-PROD.
Analiza efectuata de management este o activitate planificata care se face anual sau ori de cate ori este necesar. Aceasta analiza se face si inaintea auditurilor de certificare / recertificare
Analiza este condusa se catre Directorul Sucursalei ROMAG-PROD avand ca participanti Reprezentantul Managementului de Calitate (RMC) si Responsabilii cu Calitatea (RC) pe unitate.
Analiza efectuata de management este un proces documentat prin procedura operationala "AQ-PO-036 - Analiza SMC efectuata de Management".
Rezultatele analizei, masurile initiate, termenele si responsabilii pentru solutionarea acestora se inscriu intr-un "Proces Verbal al Analizei Managementului Calitatii" care are anexat "Programul de imbunatatire a Sistemului de Management al Calitatii cu Masurile aprobate in sedinta de analiza efectuata de management".
Managementul resurselor (cap.6)
Directorul raspunde de asigurarea tuturor resurselor necesare functionarii eficiente a sistemului de management al calitatii.
In acest sens ia urmatoarele masuri:
numeste "Reprezentantul managementului calitatii" (RMC) si il investeste cu autoritatea si responsabilitatea necesara;
asigura resursele materiale si umane necesare documentarii si functionarii sistemului (logistica, instruire, materiale etc.);
asigura resursele necesare prelucrarii tuturor informatiilor care rezulta din functionarea sistemului;
asigura conditiile corespunzatoare pentru arhivarea, indexarea si pastrarea inregistrarilor calitatii;
asigura instruirea si calificarea corespunzatoare a personalului care efectueaza activitati ce influenteaza calitatea, a celor care executa activitati de incercare-verificare conformitate a produselor/serviciilor;
asigura instruirea personalului ce realizeaza audituri interne; Directorul unitatii isi asuma responsabilitatea de a analiza orice propunere referitoare la alocarea resurselor care poate duce la imbunatatirea functionarii si eficientei sistemului de management al calitatii si a realizarii obiectivelor stabilite
Resursele sunt in permanenta identificate si asigurate astfel incat sa sustina functionarea optima a proceselor.
Resursele necesare desfasurarii eficiente a proceselor includ resursele umane si financiare, infrastructura, mediul de lucru, informatii, furnizori, etc.
Documentele legate de identificarea, alocarea si analiza modului de utilizare a resurselor constituie date de intrare pentru analiza efectuata de management.
Realizare produs (cap.7)
Planificarea realizarii produsului
La baza cerintelor generale de planificare a productiei de apa grea stau toate procesele care concura direct sau indirect la procesarea acesteia.
Sucursala ROMAG-PROD va demonstra inca din faza de incheiere a unui contract ca are aptitudinea de a planifica si a realiza productia necesara, la o calitate in conformitate cu documentatia pusa la dispozitie de client, cu cea proprie sau in conformitate cu prevederile legale privind produsul livrat.
Pentru realizarea unui produs nou sau la imbunatatirea unui produs existent, Sucursala ROMAG-PROD planifica procesele necesare pentru realizarea acestuia.
In cadrul planificarii realizarii produsului, se identifica:
cerintele pentru produs;
procesele de executie si necesitatile de monitorizare a proceselor;
inspectiile necesare pentru monitorizarea calitatii produsului;
criteriile de acceptare ale produsului;
inregistrarile necesare pentru a furniza dovezi ca procesele de realizare si produsul rezultat satisfac cerintele.
Procese referitoare la relatia cu clientul
Inainte de aprobarea comenzilor sau a contractelor cu clientii, Sucursala ROMAG-PROD, identifica:
cerintele specificate de client (posibile caracteristici fizico-chimice diferite de norma de produs), inclusiv cerintele referitoare la activitati de livrare si post-livrare.
cerintele nespecificate de client dar necesare pentru utilizarea specificata sau neintentionata, atunci cand este cunoscuta;
cerinte legale referitoare la produs (inclusiv cele legate autorizari specifice de de export, transport, asigurari, etc);
alte cerinte identificate de organizatie (de ex. cerintele proceselor de transvazare din recipientele de livrare in recipientele de stocare sau de lucru ale clientilor).
Cerintele referitoare la analiza documentelor contractuale (oferte, comenzi, contracte) sunt descrise in "Caietul de Sarcini" pentru produs (apa grea).
Oferta, comanda si contractul sunt analizate de catre Directorul Sucursalei ROMAG-PROD.
Analiza efectuata inaintea prezentarii unei oferte sau a acceptarii unui contract are ca scop clarificarea urmatoarelor aspecte:
conditiile de calitate ale clientului sunt definite si documentate in mod corespunzator, clar si fara ambiguitati;
diferentele intre conditiile acceptarii ofertei sau contractului si conditiile din cererea de oferta sunt solutionate;
Sucursala ROMAG-PROD are capabilitatea de a satisface conditiile din oferta sau contract in conditii rentabile din punct de vedere economic.
Ofertele, contractele, confirmarile de comanda sunt aprobate de Directorul Sucursalei ROMAG-PROD.
Comunicarea cu clientul are in vedere informatii referitoare la:
calitatea produsului oferit, determinata de caracteristicile sale fizico-chimice;
cerintele de calitate ale clientului;
conditiile de livrare;
conditiile de transport-manipulare;
conditii de depozitare;
conditiile de documentare a produsului;
Proiectare dezvoltare (cap.7.3)
In cadrul Sucursalei ROMAG-PROD majoritatea proiectelor sunt intocmite de catre proiectantul general SITON Bucuretti.
Toate aceste proiecte sunt supuse avizarii CTE-Sucursala ROMAG-PROD.
Pentru rezolvarea rapida a unor necesitati in cadrul unitatii exista ogrupa de proiectare.
Aprovizionare (cap.7.4)
Documentele de aprovizionare intocmite in cadrul organizatiei descriu clar produsele solicitate, continand informatii ca:
date pentru identificarea produsului solicitat;
criteriile de acceptare;
codul unic al produsului;
termen de livrare;
cerintele referitoare la sistemul de management al calitatii aplicabil;
alte cerinte specifice (referitoare la livrare, instructiuni de inspectie si verificare a produselor, inregistrari de calitate solicitate, caiete de sarcini).
Furnizorii pentru produsele aferente Sucursalei ROMAG-PROD sunt evaluati si selectati astfel incat sa fie demonstrata capabilitatea lor de a livra produse sau servicii conforme cu toate conditiile specificate in documentele aplicabile.
Serviciul ADDT organizeaza procesul de evaluare si selectare a furnizorilor pe baza urmatoarelor criterii:
posibilitatile de a satisface cerintele impuse produsului aprovizionat;
gradul de dotare si posibilitatea de a realiza continuu produse de acelasi nivel calitativ;
livrarea la preturi favorabile si la termenul stabilit;
istoricul livrarilor anterioare.
In urma evaluarii, Serviciul ADDT intocmeste si mentine la zi "Lista furnizorilor acceptati".
Se pastreaza inregistrari privind evaluarea si selectarea furnizorilor.
Productie si furnizare de servicii (cap. 7.5)
Productia este planificata anual cu defalcarea corespunzatoare pe luni si instalatii de productie.
Productia de apa grea se obtine in conditii controlate total, in acest scop utilizandu-se:
proceduri documentate, instructiuni de lucru si control care definesc modul de executie, atunci cand absenta unor astfel de proceduri/instructiuni ar putea afecta calitatea;
utilizarea numai a utilajelor si echipamentelor corespunzatoare, in masura sa asigure calitatea prescrisa;
conformitatea cu indicatiile din proiectul tehnologic al produsului;
monitorizarea si controlul parametrilor corespunzatori ai procesului;
criterii de conformitate;
mentenanta corespunzatoare a echipamentelor si utilajelor utilizate.
Identificarea produsului finit se face prin actele de evidenta produs finit (pe loturi si pe vase de stocare), prin seriile unice ale buteliilor si recipientilor de apa grea.
Pentru identificarea corespunzatoare a produsului recipientii de stocare sunt etichetati conform procedurii AQ-PE-024.
Trasabilitatea produsului este asigurata prin intocmirea "Dosarului de Istorie al Produsului",conform AQ-PE-029.
Pastrarea produsului se efectueaza procedurat astfel:
|
PROCEDURA |
|
|
Incarcare butelii cu D2O |
AQ-PE-005 |
|
Inchidere butelii sub perna de azot |
AQ-PE-006 |
|
Sigilarea buteliilor incarcate cu apa grea |
AQ-PE-021 |
|
Transportul buteliilor incarcate |
AQ-PE-026 |
|
Depozitarea apei grele in butelii si rezervoare |
AQ-PE-325 |
|
Introducerea si scoaterea din gestiune se face conform |
"Metodologie pentru introducerea si scoaterea din gestiune a produsului finit" |
|
Verificarea concentratiei izotopice a apei grele depozitate |
DW-PC-160 |
|
Sistemul de control si acces in depozitele de apa grea |
AQ-PC-147 pana |
Cerintele
referitoare la controlul, verificarea si intretinerea echipamentelor de masura
si control sunt descrise in procedura "AQ-PE-
Cerintele referitoare la metrologarea si etalonarea EIMI sunt documentate in Manualul de Calitate, procedurile de sistem, procedurile operationale si de lucru ale Laboratorului de Metrologie din cadrul Sucursalei ROMAG-PROD in conformitate cu standardul ISO/CEI 17025:2001.
Prin procedurile intocmite conform standardului amintit sunt documentate si inregistrate toate activitatile Laboratorului de Metrologie inclusiv:
etalonarea si verificarea EIMI,
identificarea EIMI;
modul de pastrare si manipulare;
modul de evidenta al inregistrarilor, etc
Sefii sectiilor si compartimentelor tin evidenta echipamentelor de masura si control din dotarea entitatilor subordonate.
Aceste echipamente sunt folosite de catre operatori si personalul de inspectie pentru a avea certitudinea conformitatii produselor cu conditiile specificate.
Verificarea echipamentelor de masura si control este efectuata planificat de catre specialistii din cadrul sectiei A.M.A, iar verificarea metrologica si etalonarea acestora, este efectuata planificat de Laboratorul de Metrologie al Sucursalei ROMAG-PROD.
Transmiterea/preluarea
echipamentelor de inspectie, masurare si incercare
Inregistrarile care
atesta conformitatea echipamentelor de masura si control se pastreaza
Utilizatorii echipamentelor de masura si control raspund de manipularea, depozitarea si conservarea acestora in conditii corespunzatoare astfel incat capabilitatea si precizia de masurare si control sa fie mentinute.
Masurare, analiza si imbunatatire
Generalitati
Sucursala ROMAG-PROD a planificat si implementat procesele necesare de monitorizare, masurare, analiza si imbunatatire astfel:
Pentru a demonstra conformitatea produsului finit sunt documentate toate procedurile din PCCVI-apa grea.
Pentru a demonstra conformitatea celorlalte procese/lucrari care concura la calitate in general sunt documentate proceduri specifice pentru acestea
Pentru a se asigura conformitatea SMC si pentru a-l imbunatati continuu
sunt efectuate periodic "Analize ale managementului calitatii" conform
procedurii
"AQ-PO-036 - Analiza SMC efectuata de Management".
Monitorizare si masurare
Practic, satisfactia clientului nu se poate monitoriza deoarece in general este unul singur.
In cazurile particulare de livrare a unor cantitati de apa grea unor alti clienti se iau toate masurile necesare satisfacerii acestuia prin conformitatea tuturor caracteristicilor de calitate cu cerintele acestuia.
Prin caracteristicile deosebite ale calitatii produsului oferit de catre Sucursala ROMAG-PROD, se ofera potentialilor clienti o motivatie majora in achizitionarea lui.
In cazul in care cerintele "clientului" sunt diferite de cele specificate in "Caietul de Sarcini", pe fluxul de fabricatie se iau masuri de modificare a unor parametrii, chiar procese, astfel incat produsul finit sa indeplineasca aceste cerinte.
Monitorizarea si masurarea proceselor
In toate instalatiile tehnologice ale Sucursalei ROMAG-PROD se monitorizeaza parametrii de proces folosind metode aprobate, descrise in Procesele tehnologice si in Instructiuni de lucru, disponibile personalului executant implicat.
Atunci cand se constata abateri de la valorile planificate (cerute), se intreprind actiuni corective pentru a asigura conformitatea produsului.
Se intocmesc inregistrari care reprezinta dovezi ale conformitatii cu valorile stabilite.
Pentru executia lucrarilor care ar putea afecta calitatea se intocmesc PCCVI-uri specifice a caror realizare este urmarita de personal care nu este implicat in acestea.
In PCCVI sunt prevazute:
operatiile (procesele) efectuate;
procedurile / normativele de executie;
SDV-urile utilizate (EIMI)
locurile de desfasurare al operatiilor;
inregistrarile de validare a proceselor;
emitentul inregistrarii
Conformitatea executiei proceselor este consemnata in inregistrarile de proces aferente care se completeaza de catre executanti si personalul de inspectie.
Monitorizarea si masurarea produsului finit
Monitorizarea si masurarea produsului finit se executa in conformitate cu "Planul de Control de Calitate, Verificari si incercari- PCCVI-apa grea"
Sucursala ROMAG-PROD masoara caracteristicile produsului pentru a verifica daca sunt satisfacute cerintele referitoare la acesta.
Acest lucru se realizeaza in etapele procesului de realizare a produsului, in conformitate cu proceduri aprobate.
Toate analizele si masuratorile se executa de personal calificat, instruit si certificat.
Se intocmesc inregistrari care reprezinta dovezi ale conformitatii cu criteriile de acceptabilitate stabilite.
Produsul nu este receptionat pana cand nu s-au efectuat toate analizele si verificarile planificate, cu rezultate de confirmare a cerintelor corespunzatoare.
In cazul in care cerintele potentialului client sunt diferite de cele specificate in "Caietul de Sarcini", pe fluxul de fabricatie se iau masuri de modificare a unor parametrii, chiar procese, astfel incat produsul finit sa indeplineasca aceste cerinte.
Conformitatea executiei activitatilor de monitorizare si masurare produs finit corespunzatoare conditiilor specificate in "Caietul de Sarcini apa grea" sau in contractele incheiate este consemnata in inregistrarile de proces aferente care se completeaza de catre executanti si personalul de inspectie (serviciul CTC-Laboratoare)
Toate inregistrarile sunt conforme
cu cele prevazute in PCCVI-Apa Grea cod
"AQ-PCCVI-
In PCCVI sunt prevazute:
operatiile (procesele) efectuate;
procedurile / normativele de executie;
SDV-urile utilizate (EIMI)
locurile de desfasurare al operatiilor;
inregistrarile de validare a proceselor;
emitentul inregistrarii.
|
INREGISTRARE |
|
|
Certificarea cantitativa |
"Buletin cantar AQ-F-061" |
|
Evaluarea
calitatii - procedura "AQ-PO- |
"Buletin de
analiza AQ-F- |
|
Certificarea calitatii |
"Certificatul de
Calitate AQ-F- |
|
Receptia interna |
PV receptie AQ-F-047 |
|
Conformitatea |
"Declaratia de
Conformitate AQ-F- |
|
Verificarea concentratiei izotopice a apei grele depozitate |
DW-PC-160 |
|
Sistemul de control si acces in depozitele de apa grea |
AQ-PC-147 pana |
Controlul produsului neconform
Datorita gradului de monitorizare al procesarii produsului finit, practic nu exista "produs finit neconform" deoarece este intrerupta extractia acestuia la depasirea unor anumiti parametri de pe fluxul tehnologic.
Daca totusi, la punctul de imbuteliere se constata ca produsul nu indeplineste cerintele de calitate solicitate produsul se va reintroduce in instalatie pentru procesare.
Modul de identificare si analiza a neconformitatilor de proces, inclusiv al inregistrarilor aferente este tratat pe larg in procedura "AQ-PS-003 - Controlul produsului neconform".
Neconformitatile sunt depistate in timpul uneia din etapele de audit, control, receptie, punct de stationare, in timpul supravegherii executiei lucrarilor de revizii/reparatii, in timpul inspectiilor de control - supraveghere, precum si pe tot fluxul tehnologic de producere apei grele.
9.5. Efectuarea auditurilor interne
Efectuarea auditurilor interne pentru a evalua eficacitatea SMC
In urma auditurilor interne efectuate de auditori interni la intervale planificate sau atunci cand se constata ca SMC nu este implementat si mentinut in conformitate cu politica de management in domeniul calitatii se asigura:
Evaluarea
conformitatii SMC implementat in cadrul sectiilor, serviciilor si instalatiilor
din Sucursala ROMAG-PROD, cu prevederile standardului
SR EN ISO 9001:2001;
Verificarea modului in care sunt aplicate prevederile din documentatia proprie a SMC;
Evaluarea eficientei SMC si a capabilitatii acestuia de a duce la indeplinire realizarea obiectivelor calitatii stabilite de management.
Furnizarea de informatii catre management cu privire la stadiul, eficienta si eficacitatea SMC.
Conditiile referitoare la planificarea si efectuarea auditurilor interne in scopul verificarii functionalitatii si eficacitatii sistemului de management al calitatii sunt descrise in procedura de sistem "Audit intern" cod AQ-PS-004.
In aceasta procedura sunt stabilite responsabilitatile pentru efectuarea auditurilor, pentru raportarea rezultatelor si mentinerea inregistrarilor.
RC pe unitate intocmeste programul anual de audit, in functie de importanta activitatilor care urmeaza a fi auditate, avand grija ca fiecare compartiment functional sa fie auditat cel putin o data pe an. Programul se aproba de Directorul Sucursalei ROMAG-PROD.
Programul de audit contine informatii despre zonele auditate, elementele de sistem auditate, documentele de referinta, perioadele de audit si componenta echipelor de audit (acestea sunt constituite din auditori interni care nu au responsabilitati directe pentru activitatile auditate).
Rezultatele auditurilor sunt inregistrate in Rapoarte de audit, iar observatiile constatate pe parcursul auditului sunt documentate in rapoarte de neconformitate audit (RNA) care cuprind actiunile corective/preventive necesare rezolvarii neconformitatii.
Seful compartimentului functional al zonei auditate raspunde de rezolvarea masurilor stabilite prin rapoartele de audit pentru inlaturarea neconformitatilor constatate, inclusiv a cauzelor acestora.
9.6. Analiza la varf si imbunatatirea continua
Analiza SMC efectuata de Management
Responsabilitatea realizarii efective a acestei analize revine Directorului Sucursalei ROMAG-PROD.
Analiza efectuata de management este o activitate planificata care se face anual sau ori de cate ori este necesar. Aceasta analiza se face si inaintea auditurilor de certificare / recertificare
Analiza este condusa se catre Directorul Sucursalei ROMAG-PROD avand ca participanti Reprezentantul Managementului de Calitate (RMC) si Responsabilii cu Calitatea pe unitate (RC).
Analiza efectuata de management este un proces documentat prin procedura operationala "AQ-PO-036 - Analiza SMC efectuata de Management".
Rezultatele analizei, masurile initiate, termenele si responsabilii pentru solutionarea acestora se inscriu intr-un "Proces Verbal al Analizei Managementului Calitatii" care are anexat "Programul de imbunatatire a Sistemului de Management al Calitatii cu Masurile aprobate in sedinta de analiza efectuata de management".
Datele de intrare pentru analiza evaluarii eficientei SMC si a identificarii oportunitatilor de imbunatatire sunt:
rezultatele auditurilor interne efectuate;
rezultatele auditurilor externe efectuate;
situatia incidentelor tehnice;
caracteristici ale proceselor (in special modificari ale acestora);
rapoarte de analize ale comisiilor specializate;
situatia neconformitatilor (RN) inclusiv a celor de audit (RNA)
stadiul implementarii si eficienta actiunilor corective si preventive initiate;
propuneri de modificare a documentatiei SMC;
nivelul de realizare a obiectivelor stabilite in domeniul calitatii;
modul in care au fost rezolvate problemele de la analiza anterioara;
orice problema referitoare la calitate care necesita o evaluare sau o solutionare de catre conducere.
In baza analizei datelor din raportul RMC sunt initiate masuri pentru imbunatatirea functionarii SMC si cresterea eficientei acestuia, cum ar fi:
actiuni corective si preventive;
modificarea documentatiei sau elaborarea unor noi instructiuni de lucru si de control;
cresterea frecventei auditurilor interne;
cresterea frecventei punctelor de inspectie;
cresterea frecventei instruirilor;
Rezultatele analizei, masurile initiate, termenele si responsabilii pentru solutionarea acestora se inscriu intr-un "Proces Verbal al Analizei Managementului Calitatii" care are anexat "Programul de imbunatatire a Sistemului de Management al Calitatii cu Masurile aprobate in sedinta de analiza efectuata de management".
Analiza acestor date se face periodic in sedintele de "Analiza a Managementului Calitatii" procedura documentata AQ-PO-036.-NU
Imbunatatire continua
Pe baza analizei efectuate de management sunt stabilite masuri de imbunatatire a SMC.
Aceste masuri sunt elaborate in cadrul unui "Program de imbunatatire a SMC" - formular AQ-F-369, avandu-se in vedere urmatoarele:
rezultatele auditurilor;
obiectivele proceselor/lucrarilor;
cerinte de calitate pentru produsul finit;
actiunile corective intreprinse sau in desfasurare;
actiunile preventive propuse;
modificari ale politicii calitatii (ale obiectivelor);
Totodata imbunatatirea continua se obtine prin implicarea efectiva a responsabilitatii personalului in activitatile desfasurate, prin propriul autocontrol si autocertificarea lucrarii efectuate de acesta.
Avand in vedere convingerea ca implementarea si mentinerea unui SMC reprezinta doar o prima etapa in competitia continua de satisfacere la un nivel superior a cerintei clientilor, Managementul Sucursalei ROMAG-PROD se va preocupa de imbunatatirea continua a SMC prin aplicarea unor instrumente adecvate ale calitatii.
Actiuni corective
Modul de tratare a actiunilor
corective este prezentat in procedura de sistem
"AQ-PS-005 - Actiuni Corective".
Neconformitatile pot fi:
de natura legislativa (caracteristici neconforme cu normativele);
de natura fizica (neconformitati de natura mecanica, electrica, AMC etc);
de natura operationala (nerespectarea tehnologiilor de lucru sau documentarea insuficienta a acestora);
datorita nerespectarii prevederilor din documentele SMC;
Identificarea cauzelor acestor neconformitati este foarte importanta pentru a se putea initia actiunile corective pentru inlaturarea lor.
Neconformitatile sunt identificate in urmatoarele faze:
cu ocazia auditurilor de sistem (interne sau externe);
in urma analizei efectuate de managemant;
in urma analizelor incidentelor tehnice;
in urma schimbarilor aparute in sistem;
in urma inspectiilor si controalelor efectuate de personal autorizat;
in urma verificarilor la recipientele si echipamentele ISCIR.
In procedura amintita a fost reglementat modul de evaluare si implementare a actiunilor corective prin:
definirea responsabilitatilor privind analizarea neconformitatilor
stabilirea cauzelor neconformitatilor si inregistrarea acestor cauze;
modul de analizare si stabilirea actiunilor corective necesare eliminarii cauzelor care au determinat aceste neconformitati;
urmarirea implementarii actiunilor corective propuse si analiza eficacitatii lor.
Actiuni preventive
Actiunile preventive sunt tratate in procedura de sistem "AQ-PS-006 - Actiuni Preventive".
Pentru adoptarea unor actiuni preventive eficiente se au in vedere:
utilizarea tuturor surselor de informatii disponibile (inregistrari ale auditurilor, ale calitatii, ale analizelor de incidente tehnice, ale proceselor in sine, ale analizelor efectuate de comisiile de specialisti) care sa permita depistarea, analizarea si eliminarea cauzelor potentiale ale neconformitatii;
stabilirea etapelor pentru tratarea problemelor care necesita actiuni preventive;
initierea actiunilor preventive si urmarirea eficacitatii acestora;
analizarea de catre managementul unitatii a informatiilor obtinute.
10. BIBLIOGRAFIE
Suport de curs - Managementul calitatii proceselor si produselor energonucleare - Prof. Dr. Ing. Serban Constantin Valeca
Suport de curs - Auditori interni pentru sistemele de management al calitatii - Dr. Ing. Emil Ciobanu
Suport de curs - Managementul calitatii ISO 9001:2000 - Quasaro 2004
Suport de curs - Aplicarea instrumentelor de imbunatatire a calitatii - Quasaro 2004
Manualul calitatii Juran - Joseph M. Juran, A. Blanton Godfrey
Manualul de Management al Calitatii - R.A.A.N. Sucursala ROMAG-PROD
Manualul de Operare - R.A.A.N. Sucursala ROMAG-PROD
Proceduri - R.A.A.N. Sucursala ROMAG-PROD
Standardul SR EN ISO 9001:2001 - Sisteme de management al calitatii. Cerinte
Standardul SR EN ISO 9000:2000 - Sisteme de management al calitatii. Principii fundamentale si vocabular
Revista "Calitate si management"
Lucrari prezentate la diferite simpozioane si conferinte tehnice - Ing. Marius Cristian Preda
11. ANEXE
ANEXA 1: DEFINITII
ACTIUNE CORECTIVA - actiunea intreprinsa pentru eliminarea cauzelor unor neconformitati sau defecte existente, in scopul prevenirii repetarii acestora.
ACTIUNE PREVENTIVA - actiunea intreprinsa pentru eliminarea cauzelor unor neconformitati potentiale sau a altei posibile situatii nedorite, in scopul prevenirii aparitiei acestora.
ANALIZA - un proces matematic sau bazat pe un alt rationament logic care conduce, pe baza unor premize stabilite, la concluzii cu privire la caracteristicile unui produs si la capacitatea sa de a corespunde scopului propus.
ANALIZA EFECTUATA DE MANAGEMENT - evaluare oficiala efectuata de managementul de la nivelul cel mai inalt asupra stadiului si adecvarii sistemului de management al calitatii, in raport cu politica in domeniul calitatii si cu obiectivele.
ASIGURAREA CALITATII - ansamblul activitatilor planificate si sistematice implementate in cadrul sistemului de management al calitatii si demonstrate atat cat este necesar, pentru furnizarea increderii corespunzatoare ca o entitate va satisface conditiile referitoare la calitate.
AUDITUL CALITATII - examinare sistematica si independenta in scopul de a determina daca activitatile referitoare la calitate si rezultate aferente satisfac dispozitiile prestabilite precum si daca aceste dispozitii sunt implementate efectiv si sunt corespunzatoare pentru realizarea obiectivelor.
AUDITOR AL CALITATII - persoana calificata pentru efectuarea auditurilor calitatii (un auditor al calitatii desemnat sa conduca un audit al calitatii este denumit "auditor sef").
CALITATE - ansamblu de caracteristici ale unei entitati, care ii confera acesteia aptitudinea de a satisface necesitatile exprimate si implicite.
CARACTERISTICA - orice proprietate sau atribut al unui produs, proces sau serviciu care poate fi descrisa sau masurata pentru a determina conformitatea sau neconformitatea cu cerintele specificate.
COMPARTIMENT - grupare de functii (functii si respectiv persoane care le ocupa) reunite sub aceeasi autoritate ierarhica, dispunand de resursele necesare pentru a duce la indeplinire anumite activitati in limita unor competente si responsabilitati stabilite.
CONFORMITATE - satisfacere a conditiilor specificate.
CONTRACT - intelegere scrisa si celelalte documente, angajate juridic, convenite intre unitatea executanta si unitatea beneficiara in care se specifica cerintele si conditiile ce trebuie indeplinite pentru incheierea cu succes a activitatii ce face obiectul acestuia.
CONTROLUL CALITATII - tehnicile si activitatile cu caracter operational utilizate pentru satisfacerea conditiilor referitoare la calitate.
CONTROLUL TEHNIC DE CALITATE AL PRODUSULUI/ PROCESULUI/ SERVICIULUI - ansamblul de procedee de masurare, verificare, analiza etc., care se executa cu scopul de a constata daca produsul / procedeul /serviciul corespunde sau nu cu prescriptiile tehnice prestabilite.
DOCUMENTATIE TEHNOLOGICA DE FABRICATIE - este formata din documentele necesare executiei produsului/serviciului conform documentatiei de baza, ale caror prevederi se stabilesc in functie de procedeul sau procesul tehnologic ales in acest scop.
EVALUAREA CALITATII - examinare sistematica a masurii in care o entitate este capabila sa satisfaca conditiile specificate.
FIABILITATE - aptitudine a unui aparat/echipament de a indeplini o functie ceruta, in conditii date, intr-un timp dat; termenul de "fiabilitate" este utilizat de asemenea ca o caracteristica de calitate reprezentand o probabilitate de succes.
GESTIUNEA CALITATII - aspect al functiei generale de gestiune care determina politica in domeniul calitatii si o pune in aplicare.
INSPECTIE - activitate, cum ar fi masurarea, examinarea, incercarea sau verificarea cu un calibru a uneia sau a mai multor caracteristici ale unei entitati si compararea rezultatelor cu conditiile specificate in scopul de a stabili daca este realizata conformitatea pentru fiecare caracteristica.
INREGISTRARE - document care furnizeaza dovezi obiective ale activitatilor efectuate sau ale rezultatelor obtinute.
MANAGEMENTUL CALITATII - ansamblul activitatilor functiei generale de management care determina politica in domeniul calitatii prin mijloace cum ar fi planificarea calitatii, conformitatea calitatii, asigurarea calitatii si imbunatatirea calitatii.
MANUALUL de MANAGEMENT CALITATE - documentul care prezinta politica in domeniul calitatii si descrie sistemul calitatii al unei organizatii.
NECONFORMITATE nesatisfacerea unei conditii specificate.
PLANUL DE EXAMINARI TEHNICE SI INSPECTII - document prin care se planifica controlul activitatii de asigurare a calitatii in activitatea proprie, precum si in activitatea furnizorilor de produse sau servicii.
POLITICA IN DOMENIUL CALITATII - obiective si orientari generale ale unei organizatii in ceea ce priveste calitatea asa cum sunt ele exprimate oficial de managementul de la nivelul cel mai inalt; politica in domeniul calitatii constituie un element al politicii generale si este declarata de managementul de la nivelul cel mai inalt.
PROCEDURA mod specific de efectuare a unei activitati.
PROCEDURI SCRISE DE ASIGURARE A CALITATII - documentele dupa care se executa toate activitatile de productie, functionale, de inspectii si incercari, precum si de control al activitatilor de asigurare a calitatii.
PROCES - ansamblu de resurse si activitati independente care transforma datele de intrare in date de iesire; resursele pot include persoane, finante, facilitati, echipamente, tehnici si metode.
PUNCT DE STATIONARE - punct definit intr-un document corespunzator; o activitate nu trebuie sa continue fara aprobarea unei organizatii sau a unei autoritati desemnate; aprobarea pentru continuarea dupa un punct de stationare este data de regula in scris, dar poate fi data prin orice alt sistem de autorizare convenit.
RESPONSABIL CU CALITATEA - persoana imputernicita de conducerea organizatiei pentru probleme de asigurare a calitatii, care rezolva operativ activitatile specifice sistemului calitatii.
SISTEMUL CALITATII - structuri organizatorice, proceduri, procese si resurse necesare pentru implementarea managementului calitatii.
Sistemul de management - reprezinta un sistem prin care se stabilesc politica si obiectivele si prin care se realizeaza aceste obiective.
SPECIFICATIE - document care precizeaza conditii.
STRATEGIE - orientare prevazuta pentru o anumita situatie sau etapa, definita prin stabilirea unor actiuni si sarcini fundamentale, concrete, menite sa asigure atingerea obiectivelor urmarite.
SUPRAVEGHEREA CALITATII - monitorizari si verificari continue ale stadiului unei entitati cu analiza inregistrarilor in scopul de a se asigura ca sunt satisfacute conditiile specificate.
TRASABILITATE - aptitudine de regasire a istoricului, a utilizarii sau a localizarii unei entitati prin identificari inregistrate.
VERIFICARE - confirmare prin examinare si furnizare de dovezi obiective a faptului ca au fost satisfacute conditiile specificate.
 DIRECTOR,
DIRECTOR,
ANEXA 2:
LISTA PROCESELOR DIN SUCURSALA ROMAG-PROD
PROCESE DE MANAGEMENT
|
Nr. Proces |
PROCES |
Proprietar proces |
Documentat in: |
|
Stabilire obiective si programe de management |
Director |
AQ-PO-048; Declaratia de politica in domeniul calitatii a managementului. |
|
|
Controlul documentelor |
RMC |
AQ-PS-001/rev.2 |
|
|
Controlul inregistrarilor |
RMC |
AQ-PS-002/rev.2 |
|
|
Responsabilitate si autoritate |
Director |
ROF, Organigrama |
|
|
Comunicare interna |
Director |
AQ-PO 033 |
|
|
Analiza efectuata de management |
Director |
AQ-PO-036 |
|
|
Controlul produsului neconform |
Director |
AQ-PS-003/rev.1 |
|
|
Analiza datelor |
Director |
AQ-PO-036 |
|
|
Imbunatatire continua |
Director |
AQ-PO-036 |
|
|
Actiune corectiva / preventiva |
Director |
AQ-PS-005/rev.1; AQ-PS-006/rev.1 |
PROCESE DE REALIZARE PRODUS
|
Nr. Proces |
PROCES |
Proprietar proces |
SUBPROCES |
Proprietar subproces |
FAZE SUBPROCES |
Proprietar |
Documentat in: |
|
Planificare lansare urmarire productie |
Director adj productie |
Analiza cerintelor referitoare la produs |
Sef serviciu TPPM |
CS Contracte ROF |
|||
|
Programare productie |
|||||||
|
Lansare productie |
|||||||
|
Urmarire productie |
|||||||
|
Fabricatie |
Director adj. Productie |
Preparare apa de proces |
Sef sectie nr.1 |
Captare apa |
Sef instalatie 1 sectia 1 |
AQ-PO-015 |
|
|
Tratare mecanica si chimica apa |
|||||||
|
Filtrare |
Sef instalatie 2 sectia 1 |
||||||
|
Schimb ionic |
|||||||
|
Degazare |
|||||||
|
Preparare H2S |
Sef sectie nr.6 |
Fabricare H2S |
Sef instalatie H2S |
AQ-PO-005 |
|||
|
Purificare H2S |
|||||||
|
Lichefiere depozitare H2S |
|||||||
|
Schimb izotopic |
Sef sectie nr.2 |
Schimb izotopic etaj I |
Adj. Sef sectie 2 |
AQ-PO-010 |
|||
|
Schimb izotopic etaj II |
Adj. Sef sectie 2 |
||||||
|
Distilare sub vid |
Sef instalatie DW |
Producere agent racire |
Sef instalatie DW |
AQ-PO-018 |
|||
|
Fabricare D2O |
|||||||
|
Pastrare produs |
Director adj. Marketing |
Receptie produs finit |
Presedinte Comisie receptie |
Incarcare butelii cu D2O |
Sef instalatie DW |
AQ-PE-005 |
|
|
Inchiderea sub perna de N2 |
AQ-PE-006 |
||||||
|
Sigilarea buteliilor incarcate |
AQ-PE-021 |
||||||
|
Depozitare produs |
Sef serviciu ADDT |
Metodologie pentru introducere si scoatere din gestiune |
Sef serviciu ADDT |
PV CTE 56/16.03.99 |
|||
|
Transvazare produs finit |
AQ-PE-301/rev.3 DW-PE-416/rev.0 |
||||||
|
Depozitare apa grea in butelii si rez. |
AQ-PE-325 |
||||||
|
Accesul in depozite |
Responsabil PF |
AQ-PC-147151 |
|
Nr. Proces |
PROCES |
Proprietar |
SUBPROCES |
Proprietar |
FAZE SUBPROCES |
Proprietar |
Documentat in: |
|
Livrare |
Director adj. Marketing |
Incarcare butelii D2O in containere climatizate |
Sef serviciu ADDT |
AQ-PC-002/rev.3 |
|||
|
Transport produs finit la beneficiar |
Sef serviciu ADDT |
AQ-PE-225/rev.2 |
|||||
|
Mentenanta |
Director Adj. MEA |
Intretinere si reparatii utilaje statice si dinamice |
Sef sectie nr.3 |
AQ-PO-006 |
|||
|
Intretinere si reparatii utilaje statice si dinamice |
Sef sectie nr.4 |
AQ-PO-017 |
|||||
|
Intretinere si reparatii utilaje statice si dinamice |
Sef sectie nr.5 |
AQ-PO-012 |
|||||
|
Contractare servicii si piese speciale |
Sef serviciu MEA |
Proceduri specifice ROF |
|||||
|
Intretinere si reparatii curente instalatii tehnologice |
Sefi instalatii |
Proceduri si instructiuni de lucru specifice |
|
Nr. Proces |
PROCES |
Proprietar |
SUBPROCES |
Proprietar |
FAZE SUBPROCES |
Proprietar |
Documentat in: |
|
Productie auxiliara |
Director Adj. MEA |
Fabricare aer instrumental-azot |
Sef instalatie Aer-azot-oxigen |
Regulament de
functionare Instructiuni de lucru |
|||
|
Prelucrare si distibutie abur Colectare si distibutie condens |
Sef instalatie Retele termice |
Regulament de fabricatie RTT-I-140 Proceduri specifice |
|||||
|
Distributie energie el. Si aer proaspat |
Sef sectie nr.4 |
AQ-PO-017 |
|||||
|
Director adj. Productie |
Distributie apa pe teritoriul sucursalei |
Sef instalatie nr.3-S1 |
AQ-PO-015 |
||||
|
Identificare si trasabilitate produs |
Director adj. Economic |
Etichetare Inventariere |
Sef serviciu ADDT |
Dosar istorie produs; AQ-PE-029 AQ-PE-021 AQ-PE-024 |
|||
|
Stabilirea stadiului produsului |
Director |
Analize de laborator |
Sef serviciu CTC-Laboratoare |
Proceduri specifice |
3. PROCESE DE MASURARE
|
Nr. proces |
PROCES |
Proprietar |
SUBPROCES |
Proprietar |
FAZE SUBPROCES |
Proprietar |
Documentat in |
|
Audit intern |
RMC |
AQ-PS 004/rev.2 |
|||||
|
Monitorizarea si masurarea proceselor |
Director |
Planificare lansare urmarire productie |
Director adj productie |
Cerinte referitoare la produs |
Sef serviciu TPPM |
ROF CS Contracte |
|
|
Programare productie |
|||||||
|
Lansare productie |
|||||||
|
Urmarire productie |
|||||||
|
Fabricatie |
Director adj productie |
Captare apa |
Sef instalatie 1-S1 |
AQ-PO-015 |
|||
|
Tratare mecanica si chimica apa |
|||||||
|
Filtrare |
|||||||
|
Schimb ionic |
Sef instalatie 2-S1 |
||||||
|
Degazare |
|||||||
|
Fabricare H2S |
Sef instalatie H2S |
AQ-PO-005 |
|||||
|
Purificare H2S |
|||||||
|
Lichefiere depozitare H2S |
|||||||
|
Schimb izotopic etaj I |
Sef sectie nr.2 |
AQ-PO-010 |
|||||
|
Schimb izotopic etaj II |
|||||||
|
Fabricare frig |
Sef instalatie DW |
AQ-PO-018 |
|||||
|
Fabricare D2O |
|||||||
|
Pastrarea produsului |
Director adj. marketing |
Incarcare butelii cu D2O |
Sef instalatie DW |
AQ-PE-005 |
|||
|
Inchiderea sub perna de N2 |
Sef instalatie DW |
AQ-PE-006 |
|||||
|
Sigilarea buteliilor incarcate |
Sef instalatie DW |
AQ-PE-021 |
|||||
|
Metodologie pentru introducere si scoatere din gestiune |
Sef serviciu ADDT |
PV CTE 56/16.03.99 |
|||||
|
Transvazare produs finit |
Sef serviciu ADDT |
AQ-PE-301/rev.3 DW-PE-416 |
|||||
|
Depozitare apa grea in butelii si rezervoare |
Sef serviciu ADDT |
AQ-PE-325 |
|||||
|
Accesul in depozite |
Responsabil PF |
AQ-PC-147151 |
|||||
|
Livrare |
Receptie produs finit |
Comisie de receptie |
AQ-PC-002/rev.3 |
||||
|
Incarcare butelii D2O in containere climatizate |
Sef serviciu ADDT |
AQ-PE-225/rev.2 |
|||||
|
Transport produs finit la beneficiar |
Sef serviciu ADDT |
AQ-PE-026 |
|||||
|
Monitorizarea si masurarea proceselor |
Director |
Mentenanta |
Director Adj. MEA |
Reparatii corective si preventive |
Sef sectie nr.3 |
AQ-PO-006 |
|
|
Intretinere si reparatii echipamente electrice |
Sef sectie nr.4 |
AQ-PO-017 |
|||||
|
Intretinere si reparatii echipamente AMC |
Sef sectie nr.5 |
AQ-PO-012 |
|||||
|
Contractare si urmarire reparatii corective si preventive |
Sef serviciu MEA-Investitii |
ROF Proceduri specifice |
|||||
|
Intretinere curenta instalatii tehnologice |
Sefi instalatii |
Proceduri si instructiuni de lucru specifice |
|||||
|
Verificari utilaje ISCIR |
Sef serv. ISCIR-Calitate |
Prescriptii ISCIR |
|||||
|
Productie auxiliara |
Director Adj. MEA |
Fabricare aer instrumental-azot |
Sef instalatie AAO |
Reg. de functionare ANO-I-141 Instr. de lucru |
|||
|
Prelucrare si distibutie abur Colectare condens si distributie condens |
Sef instalatie RTT |
Reg. de fabricatie RTT-I-140 Proceduri specifice |
|||||
|
Distributie energie electrica si aer proaspat |
Sef sectie nr.4 |
AQ-PO-017 |
|||||
|
Distributie apa pe teritoriul sucursalei |
Sef instalatie 3-S1 |
AQ-PO-015 |
|||||
|
Identificare si trasabilitate produs |
Sef serviciu ADDT |
Dosar istorie produs; AQ-PE-029; AQ-PE-021; AQ-PE-024 |
|||||
|
Stabilirea stadiului produsului |
Sef serviciu CTC Laboratoare |
Proceduri specifice |
|||||
|
Stab. obiective si programe management |
Compartim. Calitate |
Declaratia de politica in domeniul calitatii a managementului |
|||||
|
Planificarea si org. activitatii |
Sef serviciu RU |
ROF; Organigrama |
|||||
|
Controlul documentelor |
Compartiment calitate |
AQ-PS-001/rev.2 |
|||||
|
Controlul inregistrarilor |
AQ-PS-002/rev.2 |
||||||
|
Comunicare interna |
AQ-PO-033 |
||||||
|
Analiza efectuata de management |
AQ-PO-036 |
||||||
|
Controlul produsului neconform |
AQ-PS-003/rev.1 |
||||||
|
Analiza datelor | |||||||
|
Imbunatatire continua |
Investitii |
Sef serviciu MEA-Investitii | |||||
|
Actiune corectiva / preventiva |
AQ-PS-005/rev.1 |
||||||
|
Director |
Asigurare resurse umane |
Sef serviciu RU |
Normativ de functii si meserii CCM/2004 Organigrama |
||||
|
Asigurare infrastructura |
Sefi sectii / instalatii / servicii |
Proiecte de executie si montaj Normative financiar-contabile |
|||||
|
Asigurare mediu de lucru |
Sefi sectii / instalatii / servicii |
Norme de medicina si securitatea muncii |
|||||
|
Monitorizarea si masurarea proceselor |
Director |
Aprovizionare |
Sef serviciu ADDT |
Proceduri specifice |
|||
|
Proiectare |
Sef serviciu PT-ASD |
ACP-PO-034 |
|||||
|
Controlul DMM |
Sef sectie nr.5 |
Proceduri specifice conform ISO 17025 |
|||||
|
Monitorizarea si masurarea produsului |
Analize produs finit |
Sef serviciu CTC Laboratoare |
Proceduri si instructiuni de lucru |
||||
|
Cantarire butoaie D2O |
Sef instalatie DW |
4. PROCESE DE ASIGURARE RESURSE
|
Nr. proces |
PROCES |
Proprietar |
SUBPROCES |
Proprietar |
FAZE SUBPROCES |
Proprietar |
Documentat in |
|
Managementul resurselor |
Director |
Asigurare resurse umane |
Sef serviciu SRU |
Normenclator de functii si meserii CCM/2005, Organigrama |
|||
|
Asigurare infrastructura |
Informatica |
Sef serviciu Informatica |
Proceduri specifice |
||||
|
Telecomunicatii |
Sef sectie nr. 5 |
||||||
|
Transport |
Sef serviciu ADDT |
||||||
|
Financiar |
Sef serviciu Financiar |
||||||
|
Contabilitate |
Sef serviciu CAE |
||||||
|
Administrativ Birotica |
Comp. Administrativ |
||||||
|
Asigurarea climatului si a mediului de lucru |
Securitatea si medicina muncii |
Sef serviciu SMM |
Proceduri specifice |
||||
|
Toxicologie |
Sef serviciu SMM |
||||||
|
Propan |
Sef sectie nr. 6 |
||||||
|
Facle de avarie |
Sef sectie nr. 6 |
||||||
|
Senzori-ventilatie |
Sef sectie nr.4 |
||||||
|
Grup Diesel |
Sef sectie nr.4 |
||||||
|
Epurare-neutralizare |
Sef sectie nr. 6 |
||||||
|
Protectia mediului |
RMM |
Proceduri mediu |
|||||
|
Documente clasificate |
Responsabil DC |
Proceduri specifice |
|||||
|
Gestionare situatii de urgenta |
Sef serviciu GSU |
Proceduri specifice |
|||||
|
Protectie fizica |
Responsabil PF |
Proceduri specifice |
|||||
|
Proiectare |
Sef serviciu PT-ASD |
ACP-PO-034 |
|||||
|
Aprovizionare |
Sef serviciu ADDT |
Proceduri specifice |
|||||
|
Control DMM |
Sef sectie nr. 5 |
Proceduri specifice conform ISO 17025 |
Responsabil Management Calitate, Responsabili calitate,
AQ-F-441
DIRECTOR,
ANEXA 3 :
 INTERACTIUNEA PROCESELOR DIN SUCURSALA
ROMAG-PROD
INTERACTIUNEA PROCESELOR DIN SUCURSALA
ROMAG-PROD
|
|
MANAGEMENT |
REALIZARE PRODUS |
MASURARE |
ASIGURARE RESURSE |
|||||||||||||||||||||
|
Compartiment | |||||||||||||||||||||||||
|
Director |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | |||||||||
|
Director adj.Economic |
X |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | |||||||
|
Director adj. Productie |
X |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
Director adj. SDMSU |
X |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | |||||||
|
Director Adj. MEA |
X |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
RMC - Comp. Calitate |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||
|
RMM - Protectia mediului |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | ||||||||||
|
Serviciul TPPM |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | |||||||
|
Serviciul Resurse Umane |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X | ||||||||||||
|
Serviciul SMM |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
|
X |
X |
X |
X | |||||||||||
|
Serviciul CTC-Laboratoare |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||
|
CFG |
X |
X |
X* |
X |
X |
X |
X | ||||||||||||||||||
|
Compartiment ISCIR |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | ||||||||||
|
Responsabil documente clasificate, protectie civila |
X |
X |
X |
X |
X* |
X |
X | ||||||||||||||||||
|
Responsabil protectie fizica |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X | |||||||||||||||
|
Responsabil tehnic girant |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X | ||||||||||
|
|
MANAGEMENT |
REALIZARE PRODUS |
MASURARE |
ASIGURARE RESURSE |
|||||||||||||||||||||
|
Compartiment | |||||||||||||||||||||||||
|
Sectia nr.1 |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
Sectia nr.2 |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
Sectia nr.3 |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||
|
Sectia nr.4 |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
Sectia nr.5 |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||
|
Sectia nr.6 |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
Instalatia distilare sub vid |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||
|
Instalatia Retele Termice si Tehnologice |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
Instalatia Aer-Azot-Oxigen |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
||||||||
|
Serviciul MEA-Investitii |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||||
|
Serviciul Proiectare-Tehnologii |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X | |||||||||||
|
Informatica |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
|
Serviciul CAEP |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X | |||||||||||||
|
Serviciul Financiar |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X | |||||||||||||
|
Serviciul ADDT |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|||||||
|
Administrativ-Birotica |
X |
X |
X |
X |
X* |
X |
X |
X |
X |
X |
X |
X |
X | ||||||||||||
Legenda: X-intervine in proces; X*-furnizeaza date;
I-Procese de management: II-Procese de realizare produs:
Stabilire obiective si programe de management; 1. PLUP;
Controlul documentelor; 2. Fabricatie;
Controlul inregistrarilor; 3. Pastrare produs;
Responsabilitate si autoritate; 4. Livrare;
Comunicare interna; 5. Mentenanta;
Analiza efectuata de management; 6. Productie auxiliara;
Controlul produsului neconform; 7. Identificare si trasabilitate produs;
Analiza datelor; 8. Stabilirea stadiului produsului.
Imbunatatire continua;
Actiune corectiva / preventiva.
III-Procese de masurare: IV-Procese de asigurare resurse:
1. Audit intern; 1. Managementul resurselor;
2. Monitorizarea si masurarea proceselor; 2. Proiectare;
3. Monitorizarea si masurarea produsului. 3. Aprovizionare;
4. Control DMM.
Responsabil Management Calitate, Responsabili Calitate,
Cod AQ-F-446
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3225
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved