| CATEGORII DOCUMENTE |
| Comunicare | Marketing | Protectia muncii | Resurse umane |
PROIECTAREA CAPACITATII DE PRODUCTIE A FIRMEI
CAPACITATEA DE PRODUCTIE A FIRMEI
Definitia aproape unanim acceptata considera capacitatea de productie ca fiind productia maxima ce poate fi obtinuta intr-o perioada de timp pentru o anumita structura si calitate a productiei, in conditiile folosirii depline, intensive si extensive, a factorilor de productie, potrivit celui mai eficient regim de lucru si de organizare rationala a productiei si a muncii. O alta interpretare data capacitatii de productie este identificarea ei cu productia obtinuta la nivelul locului ingust, interpretare ce anuleaza deja unele capacitati existente si determina nefolosirea la intreaga capacitate a utilajelor conducatoare (principale). In calculul capacitatii de productie se exclud urmatorii factori: existenta locurilor inguste, lipsa de desfacere, intreruperile accidentale in procesul de productie, etc. Capacitatea de productie evidentiaza posibilitatea maxima de productie in conditiile folosirii depline, intensive si extensive a factorilor de productie si se exprima prin volumul fizic al productiei finite a firmei (unitati: tone, buc., mp,mc, etc.). Daca din aceeasi factori de productie prelucrati intr-o instalatie rezulta un numar mare de sortimente de produse finite, cu structura variabila, capacitatea de productie se exprima in cantitatea de factori materiali de productie supusi prelucrarii. Atunci cand productia se realizeaza intr-o gama variata de sortimente, dar se poate exprima intr-un produs echivalent, capacitatea de productie se va stabili in marime echivalenta. Pentru produsele sau grupele de produse care se compun din numar mare de tipodimensiuni, a caror structura prezinta modificari insemnate in timp, capacitatea de productie se exprima valoric. Pentru firmele cu productie sezoniera, capacitatea de productie anuala se stabileste pe durata campaniei de lucru realizata sau programata. Exista doua categorii de factori care influenteaza marimea capacitatii de productie:
factorii directi, care se regasesc nemijlocit in formula de calcul a capacitatii de productie, sunt urmatorii:
numarul de utilaje si marimea suprafetelor de productie, care se afla in relatie de proportionalitate directa cu marimea capacitatii de productie. Pentru calcul se considera numai acele masini, utilaje, agregate, suprafete de lucru, etc. destinate exclusiv scopurilor industriale productive si care concura nemijlocit la realizarea produsului finit. Se iau in considerare utilajele in functiune, indiferent daca fuctioneaza sau nu, daca sunt in reparatie sau modernizare, inclusiv cele care vor intra in functiune pe parcursul anului. Sunt excluse: utilajele din sectiile de reparatii si scularie, utilajele in rezerva, utilajele aflate in conservare si cele care nu mai corespund structurii de productie a firmei. In firmele industriale, capacitatea de productie se determina in functie de capacitatea utilajului, grupei de utilaje, suprafetei de productie, instalatiiolr sau sectiilor care fac parte din veriga conducatoare ce se defineste drept acea veriga de productie ce are o importanta majora in realizarea produsului respectiv, are o complexitate tehnica deosebita sau o valoare de inventarmai mare comparativ cu celelalte verigi.
indicatorul de utilizare intensiva, determinat fie pe baza documentatiei tehnice (fisei tehnice) a utilajului, fie pe baza realizarilor din luna de varf (din evidenta firmei) in anul de baza (caz in care se foloseste metoda mediilor mobile pe cate 10 zile din luna cu realizari maxime).
fondul de timp disponibil, este de fapt timpul de functionare a utilajelor sau de utilizare a suprafetelor de productie si se calculeaza in functie de natura procesului de productie, care poate fi continuu sau discontinuu.
Pentru procesele de productie cu caracter continuu, fondul de timp nominal se identifica cu fondul de timp calendaristic:
Tn Tc . (3.1)
In cazul procesele de productie cu caracter discontinuu, fondul de timp nominal este mai mic decat fondul de timp calendaristic, cu numarul duminicilor si sarbatorilor legale:
Tn Tc Ts ) H , (3.2)
Td = Tn - ( Tr + Topt (3.3)
unde Tn - este fondul de timp nominal ore],
Tc - este fondul de timp calendaristic [zile],
Ts - este fondul de timp aferent duminicilor si sarbatorilor legale [zile],
Td - este fondul de timp maxim disponibil,
Tr - este fondul de timp aferent repara'iilor [ore],
Topt - este fondul de timp aferent opririlor tehnologice [ore],
H - este durata unei zile [24 ore].
La stabilirea timpului pentru reparatii si opriri tehnologice se au in vedere urmatoarele: calculul reparatiilor, reviziilor si opririlor tehnologice programate legal. Se recomanda ca acestea sa fie executate pe cat posibil in schimburile neprogramate si in zilele de sarbatori. Pentru opririle tehnologice, se au in vedere numai cele cu caracter obligatoriu.
factorii indirecti sunt acei factori care nu pot fi cuantificati si deci nu pot fi luati in calculul capacitatii de productie in mod direct. Ei totusi influenteaza marimea capacitatii de productie prin intermediul factorilor directi prin influenta lor asupra acestora.
3.2. PROIECTAREA CAPACITATII DE PRODUCTIE A SECTIILOR DE BAZA DIN FIRMA
La proiectarea capacitatii de productie a sectiilor de baza din firma trebuie avute in vedere urmatoarele elemente tehnice: utilaje, agregate, instalatii si suprafete de productie care participa direct la realizarea acesteia, utilaje si suprafete de productie destinate activitatilor auxiliare, de deservire si conceptie, suprafete construite pentru amplasarea utilajelor, agregatelor si instalatiilor tehnologice, precum si pentru desfasurarea celorlalte activitati din sectiile de baza,auxiliare, de deservire si conceptie. Deci, pentru calculul capacitatii de productie sunt necesare date despre programul de productie (nomenclatorul si caracteristicile constructive ale produselor, complexitatea si gradul de integrare a fabricatiei, volumul productiei de realizat) si tehnologia de fabricatie adoptata (fluxul tehnologic si fazele acestuia, operatiile de baza pentru realizarea productiei, felul utilajelor, instalatiilor si agregatelor, normele si normativele de exploatare, regimul de lucru al firmei). Pe baza acestor date, se poate calcula marimea capacitatii de productie, ajutorul formulei:
Cap = KIuiTd , (3.4)
unde Cap - este capacitatea de productie a firmei,
K - este marimea caracteristicii dimensionale a verigii conducatoare de productie (numar de utilaje, agregate, linii tehnologice, m2 pentru suprafata, m3 pentru volum),
Iui - este indicele de utilizare intensiva a caracteristicii dimensionale a verigii conducatoare (volumul de productie pe unitatea de marime a caracteristicii si unitate de timp de functionare).
La stabilirea verigii de productie conducatoare, in calculul capacitatii de productie, se intalnesc urmatoarele situatii:
verigile de productie conducatoare sunt formate din utilaje, agregate. linii tehnologice sau locuri de munca (cazul industriei constructoare de masini). Marimea K se exprima numeric numeric pe grupe de acelasi tip si se calculeazain functie de omogenitatea productiei, de modelul de organizare spatiala a fabricatiei si de gradul de cunoastere a procesului tehnologic.
 Daca productia este omogena, atunci la organizarea
spatiului pe grupe omogene de utilaje, agregate sau locuri de munca,
numarul acestora se stabileste cu formula:
Daca productia este omogena, atunci la organizarea
spatiului pe grupe omogene de utilaje, agregate sau locuri de munca,
numarul acestora se stabileste cu formula:
(3.5)
unde: Nui - este numarul de utilaje, agregate sau locuri de munca din veriga de productie conducatoare i ( i = 1..m
Capij - este capacitatea de productie ce trebuie relizata la veriga de productie conducatoare i , corespunzatoare produsului j;
qnij - este norma tehnico-economica de productie de la veriga de productie conducatoare i , pentru produsul j (exprima randamentul orar al utilajului, agregatului sau instalatiei tehnologice);
tdi - este timpul disponibil al utilajului, agregatului sau locului de munca, calculat in functie de regimul de lucru al verigii de productie conducatoare i .
Atunci cand se proiecteaza cresteri de capacitate in cadrul firmelor existente, pe baza tehnologiilor de fabricatie curenta, atat norma tehnico-economica de productie, cat si timpul normat pe unitatea de produs se pot determina pe baza coeficientilor de indeplinire a normelor, astfel:
![]()
(3.6)

(3.7)
unde: kp , kt reprezinta coeficientii de indeplinire a normei de productie, respectiv de timp
qe , qn reprezinta productia efectiv realizata si respectiv normata;
tn , te reprezinta timpul unitar si respectiv realizat.
Daca productia se realizeaza pe linii tehnosogice de prelucrare in flux mono-obiect, numarul liniilor tehnologice, agregatelor sau locurilor de munca la operatiile ce se executa in linie se stabileste in doua etape:
stabilirea cadentei de fabricatie a fiecarei linii, care va fi egala cu timpul unitar de prelucrare a produsului sau a reperului j la utilajul sau agregatul principal
calculul numarului de utilaje, agregate sau locuri de munca de la fiecare operatie din linie, pe baza cadentei si a timpului normat unitar de
prelucrare stabilit pentru operatiile care compun linia in flux, cu ajutorul formulei:
![]() (3.8)
(3.8)
unde: tnij reprezinta timpul normat de prelucrare a produsului sau reperului j la operatia i stabilit prin proiectul de inginerie tehnologica, conform planului de operatii stabilit
C este cadenta de fabricatie a liniei.
Daca productia este eterogena, se deosebesc urmatoarele doua situatii:
organizarea spatiala pe grupe de utilaje, agregate sau locuri de munca, astfel ca pe aceeasi grupa sa se execute mai multe produse sau repere, caz in care numarul de utilaje este dat de relatia:

(3.9)
unde: Ttni este timpul total necesar pt. realizarea sarcinii de productie la veriga productiva i;
qij este volumul de repere sau produse j care se executala veriga de productie i si care in faza de proiectare corespunde cantitativcapacitatii de productie Capij .
organizarea spatiala pe linii tehnologice de prelucrare in flux conduce la existenta a doua situatii:
se poate alege un utilaj principal si un produs sau reper reprezentativ din grupa celor programate a se realiza pe linia multi-obiect, caz in care se procedeaza in doua etape:
 etapa I, in care numarul utilajelor principale se
calculeaza conform relatiilor (3.8) si (3.9) si va fi egal
cu numarul liniilor multi-obiect ce vor fi construite:
etapa I, in care numarul utilajelor principale se
calculeaza conform relatiilor (3.8) si (3.9) si va fi egal
cu numarul liniilor multi-obiect ce vor fi construite:
(3.10)
![]()
(3.11)

(3.12)
etapa II, in care se verifica numarul de utilaje sau locuri de munca pe fiecare operatie, pt. toate operatiile necesare prelucrarii produselor sau reperelor de linie, efectuandu-se si ajustarile necesare. Se calculeaza coeficientul posibilitatii tehnicepe fiecare loc de munca din linia multi-obiect, care este invariabil pt. toate produsele sau reperele ce se executa la locul de muncacel mai reprezentativ:

(3.13)
unde: Ci reprezinta coeficientul posibilitatilor tehnice la locul de munca i.
Daca Ci < 1, locul de munca i este subdimensionat pt. executarea tuturor produselor sau reperelor j, iar daca Ci > 1, locul de munca i dispune de rezerve de capacitate. Nu este posibila alegerea unui produs sau reper reprezentativ, caz in care se procedeaza mai intai la o grupare a produselor sau reperelor dupa principiul asemanarii timpilor de prelucrare pe utilaje si locul de munca, folosind calculul matriceal (Tab. 3.1).
Tabelul 3.1:Calculul matriceal al grupelor de produse sau repere
|
Produse sau repere Gama operatiilor pe locuri de munca |
Grupa |
G I |
G II | ||
|
Volumul |
qi |
qj | |||
|
O1 |
tn1j | ||||
|
O2 |
tn2j | ||||
|
Om |
tnmj |
 Sarcina astfel calculata conduce la stabilirea unor linii mono-obiect
sau multi-obiect necesare la realizarea capacitatii de productie
din fiecare grupa sau veriga de productie considerata. Apoi
se fac calcule de ajustare pt. stabilirea unui nivel real al
capacitatii de productie. Daca nu se poate realiza o astfel
de grupare pt. un produs reprezentativ, dimensionarea elementelor liniei
multi-obiect se va face utilizand coeficientii structurii tipice pe loc de
munca si pe operatii, calculati astfel:
Sarcina astfel calculata conduce la stabilirea unor linii mono-obiect
sau multi-obiect necesare la realizarea capacitatii de productie
din fiecare grupa sau veriga de productie considerata. Apoi
se fac calcule de ajustare pt. stabilirea unui nivel real al
capacitatii de productie. Daca nu se poate realiza o astfel
de grupare pt. un produs reprezentativ, dimensionarea elementelor liniei
multi-obiect se va face utilizand coeficientii structurii tipice pe loc de
munca si pe operatii, calculati astfel:
unde: Cstij este coeficientul structurii tipice pt. produsul j pe locul de munca i.
Cu ajutorul acestui coeficient, se stabileste cota parte din timpul disponibil al locului de munca I din linia multi-obiect la care se aloca produsul j:
tdij = Tdi Cstij
Cadenta de lucru a fiecarui loc de munca i pentru reperul j ce se prelucreaza si numarul de utilaje sau locuri de muncaidentice vor fi:

(3.16)

(3.17)
unde: Clij este cadenta liniei pentru locul i si reperul j,
Nuij reprezinta numarul de utilaje pentru locul i si reperul j.
Pentru ca linia multi-obiect sa functioneze in conditii normale, la fiecare loc de munca se va adopta numarul de utilaje cel mai mare. Astfel, timpul disponibil es repartizeaza in asa fel incat numarul utilajelor sau al locurilor de munca de la fiecare operatie pentru toata gama de produse sa fie egal.
verigile de productie conducatoare sunt formate din utilaje, agregate sau linii tehnologice care realizeaza productia in sarje, caz frecvent intalnit in metalurgie, industria materialelor de constructii, industria inului si canepii, etc. Numarul de utilaje. Agregate sau instalatii tehnologice din veriga conducatoare se calculeaza astfel:

(3.18)
unde: ds este durata unei sarje sau a unui ciclu, exprimata in ore sarja sau ciclu,
Isi este indicele de utilizare intensivaa sarjei sau ciclului, exprimat prin productia realizata pe sarja sau ciclu,
qs este productia pe sarja sau ciclu,
ns este numarul de sarje sau cicluri stabilit in functie de regimul de lucru al verigii de productie.
![]() verigile de productie
conducatoare la care elementul tehnic de capacitate este suprafata de
productie (situatie frecventa in industria
constructoare de masini). Pentru calcularea suprafetei de
productie sunt necesare informatii despre: sarcina de productie
ce urmeaza a fi executata, suprafata normata pe unitatea de
masura necesara executarii operatiilor stabilite prin
tehnologia de fabricatie, timpul normat in care se executa
operatiile tehnologice pe suprafata respectiva, timpul
disponibil al verigii de productie. Suprafata productiva se va
calcula astfel:
verigile de productie
conducatoare la care elementul tehnic de capacitate este suprafata de
productie (situatie frecventa in industria
constructoare de masini). Pentru calcularea suprafetei de
productie sunt necesare informatii despre: sarcina de productie
ce urmeaza a fi executata, suprafata normata pe unitatea de
masura necesara executarii operatiilor stabilite prin
tehnologia de fabricatie, timpul normat in care se executa
operatiile tehnologice pe suprafata respectiva, timpul
disponibil al verigii de productie. Suprafata productiva se va
calcula astfel:
(3.19)
unde: Spi este suprafata de productie a verigii de productie i,
snnt este norma de suprafata si timpul normat pt. executarea unui produs sau semifabricat j .
verigile de productie conducatoare din industria textila
In aceasta situatie, calculul capacitatii de productie are in vedere natura verigii de productie, dupa cum urmeaza:
Masini de filat cu inele:

(3.20)
unde: Cap este capacitatea de productie [tone/ani],
Nf reprezinta numarul de fuse,
Iui este indicele de utilizare intensiva,
Td este timpul disponibil [ore],
Ff reprezinta finetea firului [metri liniari/gram].
Bazine de topire
(3.21)
unde: Cst este consumul specific la topire,
Csf este consumul specific la fibre,
Vub este volumul util al bazinului,
Nc max reprezinta numarul maxim de cicluridin ultimii 5 ani,
Iui este indicele de utilizare intensiva [kg tulpini crude/ciclu/m3].
Masina de tesut
 (3.22)
(3.22)
unde: Nr este numarul de razboaie,
Iui este indicele de utilizare intensiva batai/ore/razboi
Tdr este timpul disponibil de razboi,
lf este latimea tesaturii finite,
Db este desimea in batatura.
Deoarece, capacitatea de productie are un caracter dinamic, este necesar sa se calculeze capacitatea medie anuala, care are in vedere atat intrarile, cat si iesirilede capacitate. Calculul se face cu ajutorul relatiei:
![]() (3.23)
(3.23)
unde: Capm este capacitatea medie anuala,
Capex este capacitatea existenta la inceputul anului, care va functiona pe tot parcursul acestuia,
Caps este capacitatea existenta la inceputul anului, care va fi scoasa din functiune in cursul acestuia,
Capi este capacitatea ce va fi pusa in functiune in cursul anului,
Tfs reprezinta numarul lunilor de nefunctionare din anul respectiv,
Tff reprezinta numarul lunilor de functionare din anul respectiv,
este durata anului [luni].
3.3. REZERVE DE CAPACITATE DE PRODUCTIE
Calculul capacitatii de productie permite evidentierea rezervelor nefolosite, rezerve ce pot fi mobilizate pentru cresterea productiei in firma. Rezervele de capacitate se impart in:
rezerve extensive, care apar drept urmare a nefolosirii complete a timpului disponibil al utilajelor, atunci cand nu sunt folosite toate utilajele luate in calculul capacitatii de productie sau daca in cursul anului apar intrari sau iesiri de utilaje. Aceste rezerve au caracter limitat, epuizandu-se in momentul inlaturarii tuturor pierderilor de timp, precum si in momentul folosirii integrale a suprafetelor de productie si a utilajelor. Avantajele imbunatatirii utilizarii extensive a capacitatii de productie sunt: reducerea amortizarii pe unitatea de produs, reducerea duratei de recuperare a investitiilor, scurtarea ciclului de reinnoire a activelor fixe, etc.
rezerve intensive, ce sunt determinate de perfectionarile aduse tehnologiilor de fabricatie, de imbunatatirea parametrilor utilajelor si de organizarea mai buna a productiei si a muncii.
Rezervele de capacitate se calculeaza atat in marimi absolute, cat si in marimi relative, astfel:
Rc = Cp - P , (3.24)
 (3.25)
(3.25)
 (3.26)
(3.26)
unde: Rc sunt rezervele de capacitate de productie, exprimate in marimi absolute,
Rc sunt rezervele de capacitate de productie, exprimate in marimi procentuale,
Cp este capacitatea de productie,
P este productia realizata,
Gu este gradul de utilizare a capacitatii de productie.
Grafic, relatiile stabilite intre nivelul capacitatii de productie si productia obtinuta sunt redate prin balanta capacitatii de productie (Fig. 3.1.)
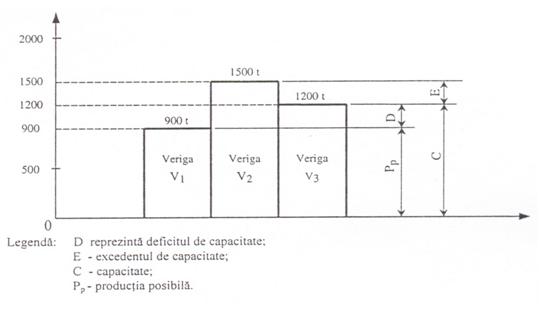
Fig. 3.1. Balanta capacitatii de productie.
Principalele posibilitati de mobilizare a rezervelor de capacitate de productie, sunt urmatoarele:
eliminarea locurilor inguste, retehnologizarea, reducerea la minim a timpului de stagnare. Eliminarea locurilor inguste se face prin retehnologizarea firmei ceea ce necesita un effort financiar suplimentar sau prin reanalizarea situatiei existente (fara un effort financiar deosebit).
intretinerea utilajelor si reducerea la minim a timpului de reparatii. Aceasta situatie se evita prin imbunatatirea calitatii lucrarilor de intretinere si reparatii a utilajelor, sarcina ce revine in special lucratorilor.
asigurarea cu piese de schimb. Aprovizionarea ritmica a firmei cu piese de schimb permite cresterea capacitatii acesteia de productie.
cresterea coeficientului numarului de schimburi determina o marire a gradului de utilizare a timpului disponibil atat pentru utilaje cat si pentru forta de munca, fapt ce implica o crestere a capacitatii de productie. Astfel, firmele sunt direct interesate in asigurarea cantitativa si calitativa cu forta de munca necesara.
intarirea disciplinei in munca, folosirea integrala a zilei de lucru, cresterea motivatiei personale. Analizele efectuate arata serioase rezerve in privinta acestui factor, fapt ce implica un nivel scazut al capacitatii de productie.
Punerea in aplicare a cerintelor anterior mentionate, determina cresterea productivitatii muncii, pe baza urmatoarelor masuri: intarirea disciplinei la locul de munca, imbunatatirea sistemului de salarizare, cresterea nivelului de calificare, sporirea rolului elementelor motivationale, etc.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3719
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved